机加工工时计算
计算机械加工工序的准结工时和单件工时。
使用标准资料进行机械加工工序工时计算,称为标准资料法。
每个工种的标准资料都不同,所以需要有较长时间的标准资料准备过程。企业可以根据自己的情况逐步推进标准资料的准备和应用。
-

选择特殊符号
选择搜索类型
请输入搜索
计算机械加工工序的准结工时和单件工时。
使用标准资料进行机械加工工序工时计算,称为标准资料法。
每个工种的标准资料都不同,所以需要有较长时间的标准资料准备过程。企业可以根据自己的情况逐步推进标准资料的准备和应用。
3.1冲床加工
3.1.1准备与结束
3.1.2落料
3.1.3跳步模落料
3.1.4复合模落料
3.1.5单冲孔、冲槽
3.1.6切断
3.1.7切边修边
3.1.8弯曲
3.1.9落料弯曲
3.1.10压筋
3.1.11校(整)平
3.1.12翻边
3.1.13压字(印)
3.1.14压扁
3.1.15引伸
3.1.1落料引伸
3.2压力机加工
3.2.1准备与结束
3.2.2装卸
3.2.3推圆孔
3.2.4推花键孔
3.2.5压套
3.2.6压工件
3.2.7压圆钢V型
3.2.8压圆钢U型
3.2.9板料压V型
3.2.10板料压U型
3.2.11管料压V型
3.2.12校平
3.2.13校轴

每种加工方法的工时计算公式都不同,因此一个公式肯定是不行的。敬信工时定额管理系统内置了很多工时计算公式,你可以去试试。www.jxsofts.com有下载的。
免费的只有部分标准,下载地址。http://www.jxsofts.com/download/dejsq.rar完整的版本购买链接在此:http://shop62035710.taobao.com/?...
注塑加工主要看生产效率如何来决定单价:如周期、是否放其它五金件、包胶、调机技术等方面。普通塑胶件一般来说主要考虑人工成本及电费是最高,此可以按下面参考:60T——30元/H90T——40元&#...

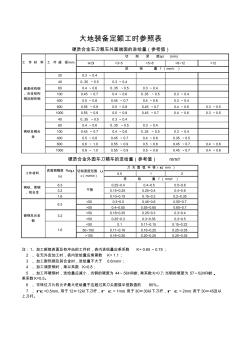 机械加工工种定额、工时(车、铣、镗)切削用量参考表(工时计算)
机械加工工种定额、工时(车、铣、镗)切削用量参考表(工时计算)
机械加工工种定额、工时(车、铣、镗)切削用量参考表(工时计算)
≤3 >3~5 >5~8 >8~12 >12 20 0.3 ~0.4 40 0..35 ~0.5 0.3 ~0.4 60 0.4 ~0.6 0..35 ~0.5 0.3 ~0.4 100 0.45 ~0.7 0.4 ~0.6 0..35 ~0.5 0.3 ~0.4 400 0.5 ~0.8 0.45 ~0.7 0.4 ~0.6 0.3 ~0.4 600 0.55 ~0.9 0.5 ~0.8 0.45 ~0.7 0.4 ~0.6 0.3 ~0.5 1000 0.55 ~0.9 0.5 ~0.8 0.45 ~0.7 0.4 ~0.6 0.3 ~0.5 40 0..35 ~0.5 0.3 ~0.4 60 0.4 ~0.6 0..35 ~0.5 0.3 ~0.4 100 0.45 ~0.7 0.4 ~0.6 0..35 ~0.5 0.3 ~0.4 400 0.5 ~0.8 0.45 ~0.7 0.
