金属材料液态成型工艺
- 《金属材料液态成型工艺》 是2008年机械工业出版社出版的图书,作者是贾志宏、傅时喜。本书系统的讲述了液态成型工艺中相关的造型材料、零件结构的铸造工艺性、工艺设计方案的制定等内容。
-

选择特殊符号
选择搜索类型
请输入搜索
I S B N :9787122017208
作 者:贾志宏 傅时喜
出 版 社:化学工业
出版时间:2008-02-01
版 次:初版
开 本:16开
包 张:平装
绪论
一、液态成型工艺的发展历史
二、液态成型工艺的种类及其特点
三、液态成型工艺课程的内容及要求
第一章造型材料
第一节砂型铸造用原材料
一、原砂
二、黏土
三、辅助材料
第二节黏土型(芯)砂
一、湿型砂
二、干型(芯)砂和表面烘干型
第三节水玻璃砂及其他无机黏结剂砂
一、水玻璃概述
二、水玻璃的硬化机理
三、水玻璃砂型的制备工艺
四、其他无机黏结剂砂
第四节油砂
一、油砂
二、合脂砂
三、渣油砂及其他
第五节树脂砂
一、铸造用树脂
二、热芯盒
三、温芯盒法
四、气硬冷芯盒法
五、覆膜砂
六、自硬树脂砂
第六节涂料
一、涂料的基本组成
二、涂料的作用
三、涂料的性能
四、涂料的制备及涂覆
五、砂型用涂料
思考题
第二章零件结构的铸造工艺性分析
第一节常用铸造方法的选用
一、选用依据
二、常用铸造方法的特点及应用
第二节砂型铸造零件结构的工艺性
一、满足工艺合理性
二、简化工艺
第三节其他铸造工艺中对铸件结构的铸造工艺性要求
一、压铸件结构设计的工艺性
二、金属型铸件结构的工艺性
三、熔模铸造铸件结构的工艺性
思考题
第三章砂型工艺方案的确定
第一节概述
一、工艺设计依据及内容
二、工艺设计与技术经济性和环保的关系
第二节砂型铸造工艺方案的制订
一、造型、制芯方法的确定
二、浇注位置的确定
三、分型面的确定
四、砂芯设计
五、铸造工艺参数
思考题
第四章浇注系统设计
第一节概述
一、浇注系统对铸件质量的影响及对它的要求
二、浇注系统的分类及特点
第二节液态金属在浇注系统各组元中的流动
一、液态金属在铸型中流动的水力学特性
二、液态金属在浇口杯中的流动
三、液态金属在直浇道中的流动
四、液态金属在直浇道窝中的流动
五、液态金属在横浇道中的流动
六、液态金属在内浇道中的流动
七、液态金属的过滤技术
第三节浇注系统内浇道位置的选择
第四节浇注系统的尺寸计算
一、Ossan公式法
二、浇注系统各组元截面积的确定
三、浇注系统设计的校核
第五节铸铁件浇注系统的特点及设计
一、阻流截面图表查找法
二、浇注系统大孔出流理论及设计
三、阶梯式浇注系统的设计
四、垂直分型浇注系统的设计
五、浇注系统的型内反应室
第六节铸钢及非铁合金铸件浇注系统的特点及设计
一、铸钢件浇注系统的特点及设计
二、非铁合金件浇注系统的特点及设计
思考题
第五章冒口工艺及其他
第一节冒口的种类及补缩原理
一、冒口的作用
二、冒口的设计原则
三、冒口的补缩原理
四、冒口的分类
五、冒口的形状
第二节通用冒口的设计及计算
一、模数法
二、比例法
三、三次方程法
四、周界商法
第三节铸铁件的冒口设计
一、铸铁件收缩的特点
二、灰铁件的冒口设计
三、球铁件的实用冒口设计
四、均衡凝固
第四节特种冒口
一、大气压力冒口
二、保温、发热冒口
三、易割冒口
第五节冷铁
一、冷铁的作用
二、冷铁的分类
三、外冷铁
四、内冷铁
第六节铸筋
一、割筋
二、拉筋
第七节出气孔
一、出气孔的作用及设置原则
二、出气孔的种类
思考题
第六章工艺装备设计
第一节模样
一、模样材质的选择
二、金属模样的结构设计
三、模样(芯盒)尺寸的标注
第二节模板
第三节砂箱
一、砂箱的种类及材质的选择
二、砂箱的本体结构设计
三、砂箱的定位
四、砂箱的夹紧机构
五、砂箱的搬运及翻转机构
第四节芯盒
一、芯盒的类型及材质
二、分盒面的确定
三、芯盒内腔尺寸的计算
四、普通金属芯盒的结构设计
五、热芯盒设计
六、其他芯盒的设计
第五节其他工艺装备
一、浇注系统模具
二、压砂板
三、砂芯检验用具
四、烘芯板
五、下芯夹具
思考题
第七章重力铸造
第一节金属型铸造
一、金属型中液态成型的特点
二、金属型铸造工艺
三、金属型结构设计
第二节熔模铸造
一、熔模制造工艺
二、制壳工艺
三、熔模铸件的工艺设计
第三节消失模铸造
一、消失模铸造的原理
二、消失模工艺
三、造型工艺
四、浇注工艺
第四节其他重力铸造工艺
一、陶瓷型铸造
二、石膏型铸造
思考题
第八章外力场充型的液态成型工艺
第一节压力铸造
一、压力铸造过程原理
二、压力铸造工艺
三、压铸件的工艺设计
四、压铸型的设计
第二节离心铸造
一、离心力场中铸件成型的特点
二、离心铸造工艺
三、典型铸件的离心铸造工艺
第三节挤压铸造
一、铸型垂直合型挤压铸造
二、铸型旋转合型挤压铸造
三、挤压铸造的发展及展望
第四节反重力铸造
一、低压铸造
二、压差铸造
三、真空吸铸
思考题
第九章液态成型新工艺
第一节半固态铸造
一、半固态铸造浆料的制备方法
二、成型工艺
第二节电磁铸造
一、工作原理及特点
二、电磁铸造工艺
第三节快速成型与铸造技术
一、间接RP铸型制造
二、直接RP铸型制造工艺
第四节喷射铸造
一、喷射铸造的原理及特点
二、喷射铸造工艺过程
思考题
参考文献
由于目前材料成型及控制专业融合了铸造、焊接、塑性成型三大方向,材料成型工艺又是专业教学的主干课程。因此对于液态成型工艺课程就需要将造型材料、工艺方案的制订、砂型铸造工艺以及特种铸造工艺等知识综合,使读者能对液态成型工艺有个较全面、系统的认识。本书主要阐述砂型铸造和特种铸造的工艺以及相关的工装设计等内容,使读者能初步掌握液态成型工艺设计的基本内容、原则以及相应的方法、步骤,能为今后的学习或相关的工程实践奠定基础。本书是材料成型及控制专业本科生的教材,也可作为材料以及机械类相关专业的教材或教学参考书。也可满足材料加工专业研究生以及广大铸造行业相关工程技术人员进行学习及参考之需。
本书是高等学校“材料成型与控制”专业的主干课程教材,它系统地阐述了浇注系统设计、浇冒口系统的原理及设计、工艺装备设计、特种铸造工艺(包括金属型铸造、压力铸造、熔模铸造、消失模铸造等)的原理及工艺、先进液态成型工艺等内容。
本书在阐述中力求做到重点突出、理论联系实际,具有较强的科学性、系统性及实用性,是材料成型及控制专业本科生的通用教材,也可作为材料以及机械类相关专业的教材或教学参考书,还可满足材料加工专业研究生以及广大铸造行业中相关工程技术人员进行学习及参考之需。
这要看你说的是哪方面了。如果是IPHONE,那就是一种非晶态材料。其他领域一般就是指,镓,纳钾合金,其他低熔点合金等
是高科技制造的非晶态金属,室温下呈现液态,普通金属只有加热到熔点才会呈液态
1、 选取和处理原料 原料可以开采矿石碾碎制成,也可以直接挖取,去除杂质后便可使用。 2、揉泥 揉泥可以排除泥料中的气泡,防止收缩...

 液态硅橡胶注塑成型工艺
液态硅橡胶注塑成型工艺
液态硅橡胶注塑成型工艺
硅胶在市场上的运用因其不会释放有毒物质且触感柔软舒适, 能耐高温及低 温 (-60c~+300c) 良好物化性而被广泛运用, 很少有他种聚合物可与它匹敌。 强而有力的弹性体, 且更胜过橡胶的密封性, 优异的电绝缘性及对化学品、 燃料、 油、水的抵抗力,可应付不良环境之良好材料。 工业上如 : 油封、键盘按键、 电器绝缘料、汽车另件,生活用品如 : 奶嘴、人工导管、 呼吸器、蛙镜、皮鞋 球鞋内垫、食品容器 ⋯⋯等,硅胶可区分固态及液态,前者加工方式以热压移转, 后者原料则以射出成型为主,液态在设备投资及原料成本上虽较高,但其 生产 速度快,加工程度低及废料少等因素来观察, 利用液态硅胶射出成型, 在追求精 准、速度、自动化的注塑生产工业,必定是未来导向趋势。 从注塑机厂家的角度来看,发展 LSR射出成型机也是很有前景的, LSR射出成型机在机器配备上和一般塑料射出成型机最大的不同在于供料系
 金属波纹管液压成型工艺
金属波纹管液压成型工艺
金属波纹管液压成型工艺
金属波纹管液压成型工艺 金属软管的制造工艺中,很重要的一个环节是液压成型。 液压加工是截面为圆形、椭圆形、矩形、跑道形等环状波纹管成型的普通工艺方法。调整 好模具和管坯料的相对位置以后,向管坯料内腔充压,再沿其轴向进行机械压缩,一根给长 度的波纹管就很快形成了。这是液压成型的一种方法,叫做多波一次成型法。一般作弹性元 件的波纹管,多采用这种加工方法。 但对作为金属软管本体的波纹管来讲, 该方法就不行了。 因为这类波纹管要求越长越好。为此,人们创造了另一种液压成型的方法,即单波连续成型 法。它能够在管坯料长度条件允许的情况下, 连续成型几十、 几百,甚至几千、几万个波纹。 使用时,可按所需长度或所需波纹数截取。从这个意义上来讲,它可以代替多波一次成型机 床。只要更换不同规格的模具,就可以生产不同规格的波纹管。可以说,单波连续成型机床 是波纹管加工的多功能设备,是该生产线上的关键设备。 一、单
《普通高等院校"十二五"规划教材:液态成型工艺及CAD》除适合材料成型专业本科生学习外,还适用于材料成型的大专班及各类培训班作为教材或参考书使用,也可供相关专业研究生和从事材料工艺研究、开发、应用、教学、生产、管理及原辅材料生产及销售的相关人员参考。
液态硅胶英文简称LSR,是一种可以备受消费者和厂家青睐的产品,液态硅胶是由硅胶制品制作而成,有良好的弹性和防水防潮性,耐酸、碱等多种化学物质的侵蚀,所以一般用于替代生活塑料用品。
液态硅胶(Liquid Silicone Rubber),分为 A 胶与 B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器(Static Mixer)予以充份混合,注入射出料管后再进行射出成型生产。
将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型﹑无废料及可自动化等优点。
【一】.液态硅胶的特性
液态硅胶(Liquid Silicone Rubber)是一种无毒、耐热、高复原性的柔性热固性材料,其流变行为主要表现为低黏度、快速固化、剪切变稀以及较高的热膨胀系数。
LSR 是以铂金作为催化剂的双液态快速硫化材料,可以采用注塑的方式、大量、快速硫化、重复性机械生产。其产品表现为较好的热稳定性、抗寒性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。
因此在健康用品、汽车、婴儿用品、医疗用品、潜水用品、厨房用具以及密封件等的生产设计中成为不可替代的材料。
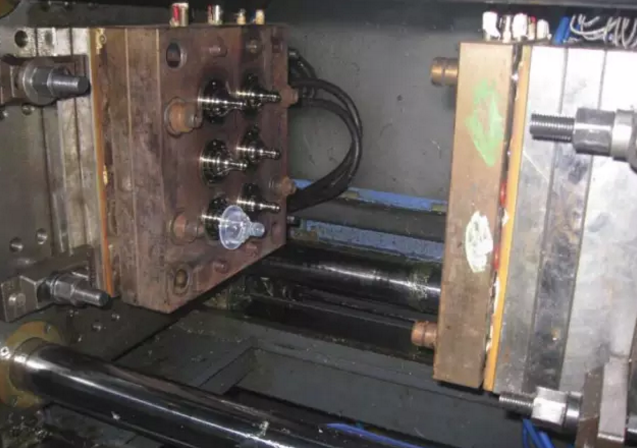
【二】.成型过程
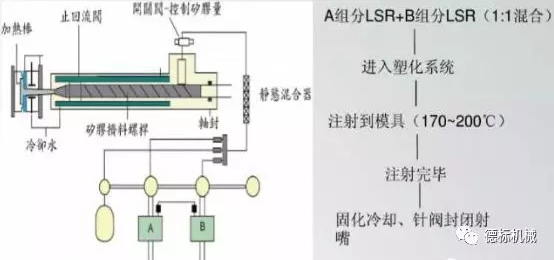
LSR为双组分的液态材料,分为 A 组分和 B 组分,混合机的工作将A 组分和 B 组分以精确的 1:1 比例充分混合。又因部分制品为有色设计,所以配有颜色泵组及颜色计量部分。A+B 组分、添加剂、颜色等充分混合后进入塑化系统。

这种塑化螺杆同时具有均化、混合的功能,通过螺杆将混合料注射到热模具中,在模温 170~200℃下,硅胶发生固化反应。当使用冷流道系统时,值得注意的是流道要足够冷。为了避免漏胶,针阀安装在模具部件的表面,射胶完毕时,针阀立即封闭射嘴。
1, 喂料系统
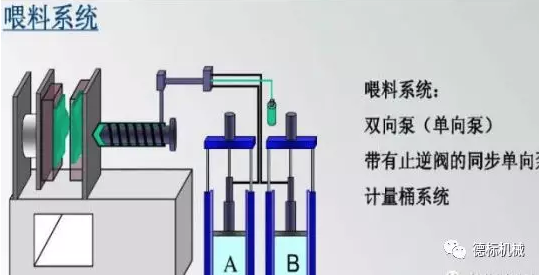
可选择以下几种形式:
1)双向泵
可上下移动送料,能够很好的保持压力,由于 A、B 泵之间相连,并同步由
液压气动控制,因此这种形式的喂料系统比较可靠、精确。
2)单向泵
是一种通用型,只能单项送料。
3)带有止逆阀的同步单项泵
4) 计量筒系统
主要与单项泵相配合使用。
2, 液态硅橡胶注射成型机的关键部件
1)由于 LSR 的低黏度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的密封是必须的。
2)为了防止 LSR 固化,要采用针阀射嘴。
3)A、B 两组分的混合、计量部件。
3,模具的设计
在模具设计中,一般有以下几种形式:
1) 热流道
比较浪费物料,设计简单,成本低,多用于大制品。
2) 有针阀的冷流道
可实现自动化,周期短。
3) 无针阀的冷流道
由于 LSR 膨胀系数较高,加热时会发生膨胀,冷却时却有微小的收缩,因此部件不能在模具中保持精确的侧边距。所以可以采用冷流道加工,LSR 应保持较低温度和流动性,冷流道采用闭合式系统,在注射循环中,闭合系统在每一个流道中都采用“封胶针”或“针形阀”来控制 LSR 材料的准确计量。
由于硅橡胶具有显著的受热膨胀特性,收缩率为 2%~4%(硫化温度为150℃),同时硅橡胶具有受压变形的特点。
【三】LSR 流动/硫化的分析
1)液体硅橡胶的硫化化学反应,需要一定的反应时间。
2)理想流动,在直径 2mm,170cm,流动距离超过 100cm。
3)最小厚度 1/1000mm
4)模温过高会导致硫化,从而引起流动受阻。
5)层流可避免气泡
6)高速注射会导致湍流
7)物料的黏度会改变流动的模式
8)湍流导致白点。

因此模具的设计要注意以下几个方面:
1)为了避免湍流和喷射,使用小注胶口。
2)使用针状或翼状注胶口。
3)用 T 型导向栓代替柱形导向栓,脱模时采用射出气枪,加隔热层/板。
4)不要使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等。
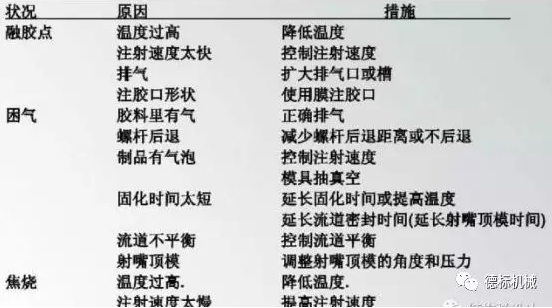
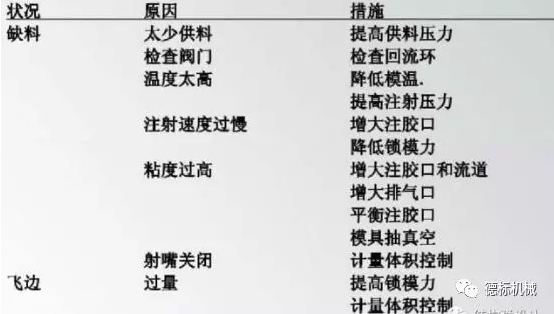
【四】常见问题以及解决对策
1,制品不完全固化
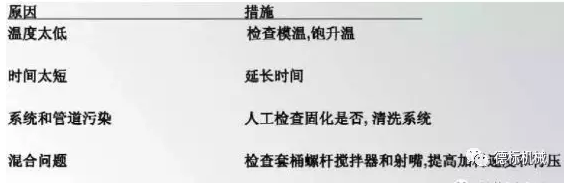
2,产品表面不熟(表面不干)
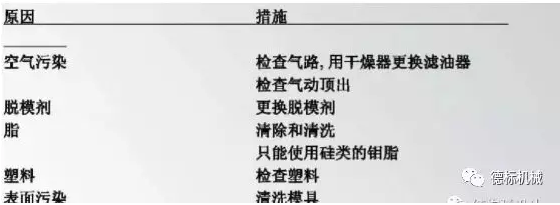
3,产品硬度不对
4,产品有杂质
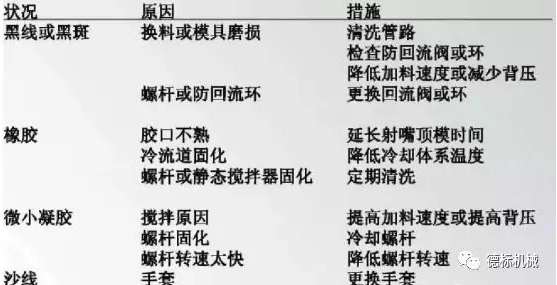
5,产品有色斑
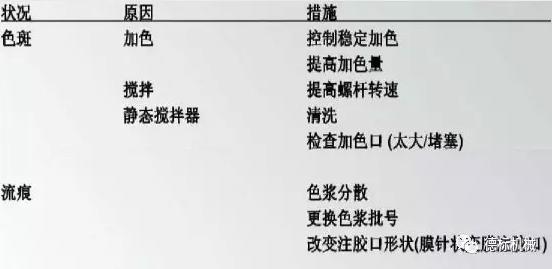
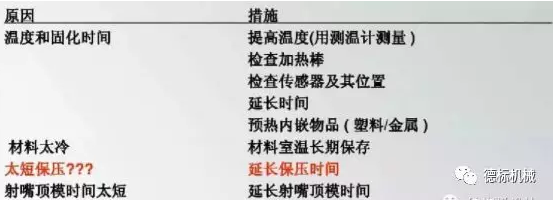
6,产品变形或者烧焦
7,产品表面缺料或缩水
此外,固化的 LSR 容易黏在金属表面上,应用最为普遍的脱模技术包括顶针顶出和空气推顶。
通过以上信息,可以看到硅胶注塑主要解决的问题在于其混合、计量部分,以及螺杆的密封、模具的设计。
此时的CAD技术价格极其昂贵(也许还有人记得,曾几何时,在国内租用一套CATIA的年租金即需15万~20万美元),而且软件商品化程度低,开发者本身就是CAD大用户,彼此之间技术保密。只有少数几家受到国家财政支持的军火商,在20世纪70年代冷战时期才有条件独立开发或依托某厂商发展CAD技术。例如:CADAM由美国洛克希德(Lochheed)公司支持;CALMA由美国通用电气(GE)公司开发;CV由美国波音(Boeing)公司支持;I—DEAS由美国国家航空及宇航局(NASA)支持;UG由美国麦道(MD)公司开发;CATIA由法国达索(Dassault)公司开发。
这时的CAD技术主要应用在军用工业。但受此项技术的吸引,一些民用主干工业,如汽车业的巨人也开始摸索开发一些曲面系统为自己服务,如:大众汽车公司SURF;福特汽车公司PDGS;雷诺汽车公司EUCLID;另外还有丰田、通用汽车公司等都开发了自己的CAD系统。由于无军方支持,开发经费及经验不足,其开发出来的软件商品化程度都较军方支持的系统要低,功能覆盖面和软件水平亦相差较大。
曲面造型系统带来的技术革新,使汽车开发手段比旧的模式有了质的飞跃,新车型开发速度也大幅度提高,许多车型的开发周期由原来的6年缩短到只需约3年。CAD技术给使用者带来了巨大的好处及颇丰的收益,汽车工业开始大量采用CAD技术。20世纪80年代初,几乎全世界所有的汽车工业和航空工业都购买过相当数量的CATIA,其结果是CATIA跃居制造业CAD软件榜首,并且保持了许多年。最近几年,从造型理论上来说,CATIA并没有突破性的进展,CAD技术本身已相对落后。达索公司公布的1996年营业额只有2.68亿美元,这并不足以使其稳居世界排名第二的位置。但其庞大用户群的巨大惯性以及由IBM提供的约3亿美元的强有力系统集成支持,使得它依然排在CAD行业前列。
2.第二次CAD技术革命——生不逢时的实体造型技术
20世纪80年代初,CAD系统价格依然令一般企业望而却步,这使得CAD技术无法拥有更广阔的市场。为使自己的产品更具特色,在有限的市场中获得更大的市场份额,以CV、SDRC、UG为代表的系统开始朝各自的发展方向前进。20世纪70年代末到80年代初,由于计算机技术的大跨步前进,CAE、CAM技术也开始有了较大发展。SDRC公司在当时星球大战计划的背景下,由美国宇航局支持及合作,开发出了许多专用分析模块,用以降低巨大的太空实验费用,同时在CAD技术方面也进行了许多开拓;UG则着重在曲面技术的基础上发展CAM技术,用以满足麦道飞机零部件的加工需求;CV和CALMA则将主要精力都放在CAD市场份额的争夺上。
有了表面模型,CAM的问题可以基本解决。但由于表面模型技术只能表达形体的表面信息,难以准确表达零件的其他特性,如质量、重心、惯性矩等,对CAE十分不利,最大的问题在于分析的前处理特别困难。基于对于CAD/CAE一体化技术发展的探索,SDRC公司于1979年发布了世界上第一个完全基于实体造型技术的大型CAD/CAE软件——I—DEAS。由于实体造型技术能够精确表达零件的全部属性,在理论上有助于统一CAD、CAE、CAM的模型表达,给设计带来了惊人的方便性。它代表着未来CAD技术的发展方向。基于这样的共识,各软件纷纷仿效。一时间,实体造型技术呼声满天下。可以说,实体造型技术地普及应用标志CAD发展史上的第二次技术革命。