井式气体渗碳炉
- 井式气体渗碳炉,是新型节能周期作业式热处理电炉,主要供钢制零件进行气体渗碳。
-

选择特殊符号
选择搜索类型
请输入搜索
井式气体渗碳炉是新型节能周期作业式热处理电炉,主要供钢制零件进行气体渗碳。由于 选用超轻质节能炉衬材料和先进的一体化水冷炉用密封风机,该系列渗碳炉炉温均匀、升温快、保温好 ,工件渗碳速度加快,碳势气氛均匀,渗层均匀,在炉压提高时,亦无任何泄漏,提高了生产效率和渗 碳质量。
本系列渗碳炉由炉壳、炉衬、炉盖升降机构、炉用密封风机、马弗罐、加热元件及电控系统等组成 。炉壳由钢板及型钢焊接而成。炉衬是由0.6g/cm3高强度超轻质节能耐火砖、硅酸铝纤维、硅藻 土保温砖及石棉板砌筑而成的节能型复合结构。
炉盖升降机构由电机、齿轮泵等部件组成,当开启炉盖 时,只需按下控制箱上的按钮,炉盖即以30—70毫米/秒的速度上升。为安全起见,在升降轴上装设有 两个行程开关,当炉盖上升时,下部行程开关自动切断渗碳炉控制柜主回路电源,使加热元件断电停止 工作,上部行程开关则限制升降轴升起的高度,以防升降抽升起过高而脱出。
炉用密封风机装在炉盖上,供搅拌马弗罐内的气氛并使之成分均匀,同时使炉温趋于均匀。在炉盖 上还装有三根工艺管通向炉膛马弗罐内:
一根套管顶端安装三头不锈钢滴注器,由三头滴注器向炉内墒 注甲醉,煤油或其它有机液体,各种液体均可调节,该套管上的氨气孔可用来向炉内输送氨气作碳、氮 共渗之用(不渗氮时可将此管口封闭);
一根套管为取样管,该套管上部的一管接头可与“U”型玻璃管压 力计连接,用来监视炉马弗罐的作用是维护炉压,保证渗碳或碳、氮共渗的正常进行,它由耐热钢制成 (铸件)。加热元件由电热合金丝绕成螺旋状,安装在炉衬内壁上,并通过引出捧引出炉外,渗碳炉温度 由插入炉膛的热电偶,通过补偿导线将信号传送给自动控温柜,控温柜自动控制、调节并记录炉内的加 热温度。渗碳炉配有冷却桶(选配),用来存放处理后的零件,桶盖上设有砂封槽。
井 式气体渗碳炉是新型节能周期作业式热处理电炉,主要供钢制零件进行气体渗碳。由于 选用超轻质节能炉衬材料和先进的一体化水冷炉用密封风机,该系列渗碳炉炉温均匀、升温快、保温好 ,工件渗碳速度加快,碳势气氛均匀,渗层均匀,在炉压提高时,亦无任何泄漏,提高了生产效率和渗 碳质量。
1、该种炉型主要为国标型尺寸(如:35KW、60KW、90KW、105KW等几个规格品种)
2、国标炉型均选用耐火砖砌筑炉衬,配套炉壁安装螺旋形电阻丝进行加热
3、随炉配套炉罐、料框、格栅、炉罐座、绝热箱、扇形板、风叶等耐热钢组件
4、炉盖上端配置水冷型专用风机、风机轴/轴承选用耐热材质,并配套滴注器等组件

气体渗碳炉风扇:使裂解气氛均匀;井式回火炉风扇:使炉内温度均匀。
楼主只是单纯的加煤油吗?如果甲醇+煤油的话,不滴煤油淡蓝火焰,滴入煤油逐渐橙黄,火焰高度25CM左右。大家说的火星应该是炭黑升腾燃烧的现象,属于碳势偏高了。这个年代做高质量产品还是建议楼主“可控渗碳”...
渗碳钢制拖链和不渗碳钢制拖链的区别钢铝拖链的主体是由链板(优质钢板镀铬)支撑板(挤拉铝合金)轴销(合金钢)等部件组成,使电缆或橡胶管与拖链之间不产生相对运动,不产生扭曲变形,链板经镀铬处理外形效果新颖...

 用微机控制系统改造大型井式渗碳炉
用微机控制系统改造大型井式渗碳炉
用微机控制系统改造大型井式渗碳炉
采用微机控制系统改造井式渗碳炉 ,使用碳控仪、微机控制系统 ,控制精度高 ,反应灵敏 ,故障率低。改造后的井式炉工艺稳定性好 ,提高了产品使用寿命和可靠性
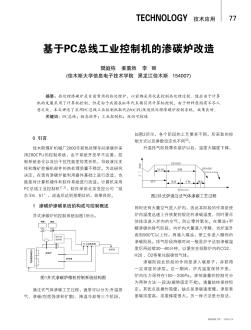 基于PC总线工业控制机的渗碳炉改造
基于PC总线工业控制机的渗碳炉改造
基于PC总线工业控制机的渗碳炉改造
热处理渗碳炉是目前常用的热处理炉,以前都采用仪表控制热处理过程。随后由于计算机的发展采用了计算机控制,但是由于我国在80年代末期引用计算机控制,由于种种原因有不尽人意之处。本文讲述了采用PC总线工业控制机取代Z80CPU改造热处理渗碳炉控制系统,效果良好。
井式气体渗碳炉 PGCF系列
井式气体渗碳炉 PGCF系列
井式气体渗碳炉为单室结构。炉体采用高级耐火砖砌成,该渗碳炉采用分区加热的设计方式,通过PID参数控制调功器加热,温度均匀,节约能源。丰东井式气体渗碳炉采用高级精密碳控仪和氧探头相结合的渗碳控制系统,保证碳势的稳定性、准确性。丰东气体渗碳炉采用电动螺杆式升降结构,采用水冷套及硅橡胶密封装置,渗碳炉确保炉内气体不外泄,安全、可靠。
1.井式电阻炉
2.深井式电阻炉
3.大型井式炉
4.全纤维井式炉
5.井式回火炉
6.井式气体渗碳炉
综合国内外几十年的螺纹钎杆研究和生产实践, 最佳的螺纹钎杆生产工艺路线是低碳高强度合金中空钢, 经成形加工后进行整体渗碳处理,在专用的冷却罐中控制冷却,两端重新进行中频加热淬火和低温回火,然后内外表面进行清理,再进行有效的防腐处理。
(1)渗碳工艺
螺纹钎杆进行整体渗碳处理要有足够深的井式气体渗碳炉。国内已有几家建成了有效深度4.5~7.0 米的井式气体渗碳炉, 采用滴注式气体渗碳。国外大部分用气源式。滴注式气体渗碳所采用滴注液配方很多:有甲醇+煤油、甲醇+丙酮、甲醇+甲苯、甲醇+醋酸乙脂、煤油+空气、甲醇+异丙醇(或同时加少量空气)等等。一般是用甲醇+丙酮;煤油+空气成本最低,但表面含碳量偏高和容易出现碳黑。较理想的是甲醇+醋酸乙脂的滴注液配方而且便于渗碳过程的碳势控制。甲醇+甲苯是渗碳能力很强的滴注液。上述各种配方可根据各厂的经验、使用习惯和生产实际选择。
渗碳温度是:920~930℃±10℃, 有的厂采用890℃±10℃,温度高、渗碳速度快、时间短、生产周期快。温度低一点、渗碳时间长但炉罐使用寿命时间长且表面含碳量易控制在理想范围, 螺纹钎杆渗碳层厚度一般控制在0.6~0.9 毫米, 钎杆直径大取上限, 直径小取下限(渗碳层厚度按>HV500 的厚度计算)。渗碳层表面含碳量最好控制在0.8~0.85%,一般不允许超过0.95%。
渗碳层表面含碳量的控制对螺纹钎杆是十分重要的。渗碳层表面含碳量的控制往往是通过炉内碳势来控制。碳势的高低与选用的滴注液配方有关,也与渗碳温度有关;渗碳温度高、碳势高、渗碳速度快;温度低、碳势低、渗碳速度稍低。螺纹钎杆渗碳层的表面含碳量过高,会出现网状碳化物,增加渗碳层的脆性和缺口敏感性;淬火后也会出现粗大的马氏体和过多的残留奥氏体,造成钎杆表面硬度低和耐磨性降低。表面含碳量过高势必造成碳深度坡度曲线变陡,容易造成渗碳层的剥落。
计算机控制技术在渗碳热处理过程的应用, 解决了一系列的渗碳热处理质量控制问题。可以通过微机控制:炉内碳势(≤0.05%C)、温度(精确度≤5℃,大炉子),渗碳层厚度(≤0.1 毫米)以及时间、流量、超温报警等诸多参数控制。保证钎杆渗碳质量的高要求。
(2) 渗碳后的冷却
渗碳后的控制冷却,主要目的是保证钎杆体获得较均匀的硬度,防止冷却过程中钎杆表面过份氧化或脱碳。国外螺纹钎杆专用渗碳炉,配有专门设计的控制冷却装置,可以控制和调节不同的冷却速度,以保证不同直径品种的冷却要求,而达到所规定的硬度要求和组织要求。国内个别厂家对原有的井式气体渗碳炉的冷却系统进行了技术改造。国内大部分厂家多采用罐冷、空冷式风冷,杆体硬度随品种和装炉量的不同波动比较大、均匀性也欠佳、给钎杆产品的弹性、刚性和使用寿命造成影响,应引起有关厂家的重视。
长钎杆经整体渗碳后冷却会出现较大的弯曲,给钎杆矫直增加了不少困难,而冷却后要保证钎杆有好的刚性和弹性,要求硬度在HRC40 左右, 弯曲的HRC40 的钎杆难于矫直,增加了矫直的工作量。大批量生产要配备效率高的矫正机。
在渗碳质量管理上,每炉要有随炉试样,作为该炉渗碳质量检查样品,并进行金相分析、渗碳层厚度测量、表面网状碳化物的评级等,并进行生产记录和备查。
(3) 渗碳后的热处理
钎杆整体渗碳后,为了提高两端螺纹部位的耐磨性和疲劳强度,要进行淬火和低温回火处理,其淬火、回火工艺是:840~860℃±20℃淬油+200~220℃回火。
淬火加热最好采用中频感应加热,加热长度略超过过渡槽(或搬柄槽),淬火后表面硬度应≥HRC58;回火,建议采用低温盐浴炉,回火后硬度≥HRC56。淬火回火后的钎杆要进行最终精矫直、表面清理和防腐处理。
(4)其他热处理工艺
目前国内一些钎具生产厂,受投资或条件的限制,不具备深井式气体渗碳炉,无法采用渗碳热处理工艺,而又要生产螺纹钎杆,有些厂采用国产35SiMnMoV 钢,常规淬火回火工艺或等温淬火+回火工艺生产螺纹钎杆。
实践证明,这种生产工艺路线,只能满足螺纹钎杆的部分性能要求, 产品寿命与上述低碳高强度合金钢+渗碳热处理工艺路线的产品相比有较大的差距。
此外,也应该指出:中空钢的生产工艺和冶金质量, 对螺纹钎杆的质量和寿命有着重大的影响, 凡是造成中空钢或钎杆内孔和外表面缺陷的因素,都会降低钎杆的使用寿命,凡是减少内孔和外表面缺陷或强化内孔和外表面的因素,都能有效提高钎杆的使用寿命。
