金属显微组织检验方法
- 《金属显微组织检验方法》规定了金属显微组织检验的试样制备、试样研磨、试样的浸蚀、显微组织检验、显微照相及试验记录.本标准适用于用金相显微镜检查金属组织的操作方法.
-

选择特殊符号
选择搜索类型
请输入搜索
试样制备
2.1 试样选择
试样截取的方向、部位、数量应根据金属制造的方法,检验的目的,技术条件或双人议的规定进行.
垂直于锻轧方向的横截面可以研究金属材料从表层到中心的组织、显微组织状态、晶粒度级别、碳化物网、表层缺陷深度、氧化层深度、脱碳层深度、腐蚀层深度、表面化学热处理及镀层厚度等.
平行于锻轧方向的纵截面可以研究非金属夹杂物的变形程度、晶粒畸变程度、塑性变形程度、塑性变形程度、变形后的各种组织形貌、热处理的全面情况等.
当检查金属的破损原因时,可在破损处取样或在其附近的正常部位取样进行比较.
2.2 试样尺寸
试样尺以磨面面积小于400mm2,高度15-20mm为宜.
2.3 试样截取
试样可用手锯、砂轮切割机、显微切片机、化学切割装置、电火花切割机、剪切、锯、刨、车、铣等截取,必要时可用气割法截取.硬而脆的金属可以用锤击法取样.不论用哪种方法取样,均应注意避免截取方法对组织的影响,如变形、过热等.根据不同方法应在切割边去除这些影响,也可在切割时采取预防措施,如水冷等.
2.4 试样清洗
试样可用超声波清洗.试样表面若沾有油渍、污物或锈斑,可用合适溶剂清除.任何妨碍以后基体金属腐蚀的镀膜金属应在抛光之前除去.
2.5 试样镶嵌
若试样过于细薄(如薄板、细线材、细管材等)或试样过软、易碎、或需检验边缘组织、或者为便于在自动磨光和抛光机上研磨的试样.可采用下列方法之一镶嵌试样.所选用的镶嵌方法均不得改变原始组织.
2.5.1 机械镶嵌法
将试样镶入钢圈或钢夹内,如图1、图2和图3所示.
用此法时,须注意使试样与钢圈或钢夹紧密接触.钢圈或钢夹硬度应接近于试样的硬度.镶嵌板材时,可用较软的金属片间隔,以防磨损试样边缘.为避免蚀剂从试样的空隙中溢出,可将试样在熔融的石蜡中使空隙被充满.
2.5.2 树脂镶嵌法因树脂比金属软,必须考虑样品棱角磨圆的问题.避免棱角磨圆的方法是将样品夹持在具有相同硬度金属块之间、或样品经电镀、或将样品用相同硬度的环状物包围等.
树脂镶嵌法包括热压镶嵌法和浇法镶嵌法.
2.5.2.1 热压镶嵌法
将样品磨面朝下放入模中,树脂倒入模中超过样高度,封紧模子并加热、加压.其温度、压力、根据采用的镶嵌材料而定.一般加热到150℃左右,加压到24.5N/mm2左右后停止加热,冷却后解除压力并打开模子,完成镶嵌工作.
热压树脂有两种:
a.热固性树脂:电木粉和邻苯二甲酸二丙烯等;
b.热塑性树脂:聚苯乙烯、聚氯乙烯、异丁烯酸甲脂等.
2.5.2.2 浇注镶嵌法
本方法用于不允许加热的试样、软的试样、形状复杂的试样、多孔性试样等.
浇注镶嵌采用的树脂有聚脂树脂、丙烯树脂、环氧树脂等.也可使用牙托粉.
浇注模可用玻璃、铝、钢、聚四氟乙烯塑料、硅橡胶等.模子可以重复使用或者一次性使用.
2.5.3 特殊镶嵌法
2.5.3.1 真空冷镶法
真空冷镶可保证塑料填满孔洞.适用于多孔样品、细裂纹样品、易脆样品、脆性材料等.
2.5.3.2 倾斜镶嵌法
对于扩散区、渗层、镀层等薄层试样,用倾斜镶嵌可以放大镀层在一个方向的厚度.
2.5.3.3 电镀保护镶嵌法
细线材、异型件、断口或受检处为刃口等的试样,通常在镶嵌之前先电镀,可电镀铜、铁、镍、金、银等金属.电镀金属应比样品软一些,同时不得与样品金属基体起电化学反应,样品电镀后可以采用各种镶嵌方法,以保护电镀层.
试样研磨可以用手工磨,也可用自动磨样机磨.
3.1 磨平
切取好的试样,先经砂轮磨平,为下一道砂纸的磨制做好准备.磨时须用水冷却试样,使金属的组织不因受热而发生变化.
3.2 磨光
3.2.1 手工磨光
经砂轮磨平、洗净、吹干后的试样,用手工依次由粗到细的在各号砂纸上磨制,砂纸须平铺于平的玻璃、金属或板上.从粗砂纸到细砂纸,每换一次砂纸时,试样均须转90°角与旧磨痕成垂直方向,向一个方向磨至旧磨痕完全消失,新磨痕均匀一致时为止.同时每 次须用水或超声波将试样洗净,手亦应同时洗净,以免将粗砂粒带到细砂纸上.磨制试样时,注意不可用力太重,每次时间也不可太长.
3.2.2 机械磨机样机磨光
将由粗到细不同号数的砂纸分别置于机械磨样机上,或以不同粒度的钢砂镶嵌于腊盘、铅盘或其他盘上依次磨制.
3.3 抛光
抛去试样上的磨痕以达镜面,且无磨制缺陷.抛光方法可采用机械抛光、电解抛光、化学抛光、显微研磨等.
3.3.1 机械抛光
3.3.1.1 粗抛光
经砂纸磨光的试样,可移到装有尼纶、尼绒或细帆布等的抛光机上粗抛光,抛光料可用微粒的氧化铝、氧化镁、氧化铬、氧化铁、金钢砂等.抛光时间2-5Min.抛光后用水洗净并吹干.
3.3.1.2 细抛光
经粗抛光后的试样,可移至装有尼龙绸、天鹅绒或其他纤维细匀的丝绒抛光盘进行精抛光.根据检验项目的要求,可选用不同粒度的细抛光,车金刚砂软膏等.
抛光时用力要轻,须从盘的中心至边缘来回抛光,并不时滴加少许磨粉悬浮液.绒布的湿度以将试样从盘取下观察时,表面水膜能在2-3s内完全蒸发消失为宜.在抛光的完成阶段可将试样与抛光盘的转动方向成相反方向抛光.一般抛光到试样的磨痕完全除去,表面象镜面时为止.抛光后用水洗净吹干,使表面不致有水迹或污物残留.
试样抛光时,若发现较粗磨痕不易去除.或试样抛光后在显微镜下观察,发现有凹坑等磨制缺陷影响试验结果时,试样应重新磨制.
试样抛光可采用半自动、自动抛光装置.并可用单盘、双盘、多盘和变速抛光装置.
3.3.2 电解抛光
电解抛光基于阳极溶解原理,样品为阳极,不锈钢板或其他材料为阴极.电解抛光的条件是由电压、电流、温度、抛光时间来确定.
3.3.3 化学抛光
化学抛光是靠化学试剂对试样表面不均匀溶解,逐渐得到光亮表面的结果.但只能使样品表面光滑,不能达到表面平整的要求.对纯金属铁、铝、铜、银等有良好的抛光作用.
3.3.4 显微研磨
显微研磨是将显微切片机上的刀片用研磨头代替制成.显微切片机切割下来的试样,再经显微研磨机研磨.显微研磨是把磨光和抛光的操作合并为一步进行.
为进行显微镜检验,须对抛光好的金属试样进行浸蚀,以显示真实,清晰的组织结构.
4.1 常规显示组织的方法
4.1.1 化学浸蚀
化学试剂与试样表面起化学溶解或电化学溶解的过程,以显示金属的显微组织.
4.1.2 电解浸蚀
试样作为电路的阳极,浸入合适的电解蚀液中,通入较小电流进行蚀,以显示金属显微组织.蚀条件由电压、电流、温度、时间来确定.
4.1.3 化学蚀剂和电解蚀剂的配制及安全注意事项
a.倒注、配制或浸蚀时应使用防护用具(眼镜、手套、工作服等);
b.注意观察试剂瓶上注明的注意事项,了解化学试剂的毒性及安全预防措施,以正确贮存和处理化学试剂;
c.配制浸蚀剂时如无特殊说明,总是把试剂加入到液剂中.水作溶剂时,最好用蒸馏水,因为自来水纯度变化很大;
d.一般只能购到纯甲醇,若浸蚀剂成分要求95%甲醇,则必须加入5%体 积水,否则,浸蚀剂不起作用;
e.少量液体量度的转换,大致为20滴/mL.
4.1.4 浸蚀操作
为真实、清晰地显示金属组织结构,必须遵循以下操作:
a.浸蚀试样时应采用新抛光的表面;
b.浸蚀时和缓地搅动试样或溶能获得较均匀的浸蚀;
c.浸蚀时间视金属的性质、浸蚀液的浓度、检验目的及显微检验的放大倍数而定.以能在显微镜下清晰显示金属组织为宜;
d.浸蚀完毕立即取出洗净吹干;
e.可采用多种溶液进行多重浸蚀,以充分显示金属显微组织.若浸蚀程度不足时,可继续浸蚀或重新抛光后再浸蚀.若浸蚀过度时则需重新磨制抛光后再浸蚀;
f.浸蚀后的试样表面有扰乱现象,可用反香多次抛光浸蚀的方法除去.扰乱现象过于严重,不能全部消除时,试样须重新磨制.
4.2 特殊显示组织的方法
在显微组织分析中,为特殊需要,采用特殊显示组织的方法.
4.2.1 险极真空浸蚀
在高压加速辉光放电条件下,正离子轰击阴极试样表面,有选择地除去试样表面的部分原子,以显露金属组织.
4.2.2 恒电位浸蚀
恒电位浸蚀是电解浸蚀的进一步发展,采用恒电位仪,保证浸蚀过程阳极试样电位恒定,可以对组织特定的相,根据其极化条件进行选择浸蚀或着色处理.
4.2.3 薄膜干涉显示组织
在金属试样抛光面上形成一层薄膜,利用入射光的多重反射和干涉现象显示组织,鉴别各种合金相.
4.2.3.1 化学浸蚀形成薄膜法
用化学试剂在金属试样表面形成一层薄膜的方法.
4.2.3.2 真空蒸发镀膜法
在真空室中,电阻加热到要求的温度,使镀膜材料蒸发,均匀沉积在试样表面,形成蒸发镀膜层.
4.2.3.3 离子溅射镀膜法
离子溅射镀膜法与阴极真空浸蚀相反,试样是阳极,镀膜材料是阴极.离子溅射地是在真空室中高压加速辉光放电作用下,正离子轰击阴极镀膜材料表面,使表面原子化,形成中性原子,从各方向溅出,射落在试样表面,在试样表面形成均匀薄膜.
4.2.3.4 热染法
将抛光试样加热(<500℃)形成氧化薄膜.由于组织中各相成分结构不同,形成厚薄不均的氧化膜.白光在氧化膜层间的干涉,呈现不同的色彩,从而鉴别金属组织中的各相.
5.1 试样的显微组织检验包括浸蚀前的检验和浸蚀后的检验.浸蚀前主要检验试样中的夹杂物、石黑、裂纹、孔隙等及发现磨制过程中所引起的缺陷.浸蚀后主要检验试样的显微组织.
5.2 检验试样用的金相显微镜分为台式、立式、卧室.显微镜应安装在干燥通风、无灰尘、无振动、无腐蚀气氛的室内,并置于稳固的桌面和基座上,最好附有振动吸收机构.
5.3 为保证检验的准确性,首先要正确操作使用显微镜.显微镜的操作 按仪器说明书进行.在显微镜下观察时,一般先用低倍50×-100×,其次用高倍对某相些细节进行细观察.
根据所需放大倍数选择物镜及目镜.如规定镜筒长度下物镜放大倍数为M1,目镜放大倍数为M2,则显微镜的放大倍数为M1×M2.如镜筒长度增大时,则计算倍数应按比例修正,必要时可用测微标尺校准(测微标尺按计量要求须进行校验).
5.4 根据特殊需要,可采用特殊的照明方法.如斜射光、暗场、偏振光、干涉、相衬、微分干涉(DIC)等,或者用特殊的组织显示方法进一步确定所观察的合金相.也可根据需要进行定量分析,即用人工或专门的图象分析仪定量测量显微组织的特征参量,以确定组织参数、状态、性能间的定量关系.
5.5 使用显微镜时特别保护镜头,请注意下列各点:
a.装卸或更换镜头时应特别小,避免手指接触透镜表面.镜头用毕应贮存于干燥洁净的干燥皿中,以镜片胶合剂发霉而致损坏.
b.聚焦调节时,物镜头部不能与试样接触,应先转动粗调施钮使物镜尽量接近试样(目测),然后从目镜中观察的同时调节粗调施钮,使物镜渐渐离开样品直到看到显微组织映象时,再使用微调施钮调至映象清晰为止.
c.镜头表面有污垢时,严禁用手或硬纤维织物擦摸,应先用专用的橡皮球吹去表面尘埃,再用干净鸵毛刷、镜头纸或软鹿皮擦净,必要时可用二甲苯洗擦.
d.使用油镜头时所用的折光油应是香柏油.用毕用二甲苯擦试,最后用镜头纸擦净.
e显微镜不使用时需用防尘罩盖起(防尘罩可用玻璃、绸布等,不宜用塑料布).
6.1 准备作显微照相的试样,应精细磨制,保持清洁.试样的浸程度视照相放大倍数而定.
6.2 照相放大倍数可参照仪器说明书,一般为50×-1500×.欲精确量度照相的放大倍数时,可用测微标尺进行校正.测微标尺每分格计数为0.01Mm.
6.3 镜头的选择,视所需放大倍数而定(依照显微镜说明书适当选配).一般为充分利用显微镜物镜的分辨率,放大倍数不应该大于物镜数值孔径(N、A)的1000×.
6.4 照相使用的光源须调整适宜,所发出的光线需稳定和有足够的强度.照相时应调节光源与聚光的位置,使光束恰好能射入垂直照明器进口的中心,使所得的影相亮度强弱均匀一致.
6.5 滤色片依照物镜的种类而定.若为消色差镜头时,使用黄绿色滤色片.若为全消色差镜头时,则用黄、绿、蓝色滤色片均可.
6.6 试样应平稳地放在显微镜载物台上,使其平面与显微镜光轴垂直.试样放置后,应使振动吸收器发生作用.然后移动载物台,选择样品上合适的组织部位并调整显微镜焦距,使玻璃板上影相清晰,必要时可借用聚焦放大镜在毛玻璃板上观察.
6.7 显微镜的孔径光栏应根据显微镜放大倍数及试样组织结构调节到适当大小,使在显微镜下所观察到的相最清晰.
6.8 显微镜的视场光栏须调节到适当大小,使曩相的光亮范围能在底片大小范围人,而得到最佳的影相反衬.
6.9 根据检验的目的,可选择各种类型的黑白底片和彩色底片.底片的曝光时间依试样情况(金属种类与浸蚀与否)、底片性质和光亮强弱而定.必要时可用分段曝光法进行试验.
对彩色照相而言,光源的色温与彩色底片的色温平衡时,才有可能真实地表现原象所具有的各种颜色,因此彩色底片在曝光前必须用色温计测量光源色温.若光源色温与彩色底片不符时,应调整光源用电流大小或用滤色片校正色温.
6.10 黑白底片和相纸的冲洗
依照底片的种类选择适当的显影液.显影的温度及时间,应按照底片说明书的规定进行.一般显影温度为20℃左右,显影后立即放入醋酸停影液中30s、搅拌、以停止显影.
定影的温度在20℃左右.底片在定影液中停留的时间一般为20-30min,应避免在定影液中长期浸泡,因为漂白作用和沉淀化合物的作用使得后来难以清洗.定影后的底片用流动水冲洗不少于30min,然后在无尘的室内凉干.底片在显影及定影时,有乳胶的面必须向上,底片须完全浸入溶液内,并时常晃动.
晒相对应依照底片的情况、灯光的强弱,选择适当号数的相纸及曝光时间,曝光时间应注意不要太短或太长,应使底片上较暗部分的细致影相线条能够清晰地显出为度.
按照相纸的种类选择适当的显影液.显影时间一般为1mm左右.显影后相纸可在含有1.5%醋酸水溶液中微浸之,以中和碱性显影液显影的作用,然后将相纸浸入定影液中进行定影.相纸在显影液及定影液内,乳胶面均须向上,并使其完全浸入溶液内.相纸在新鲜定影中停留时间为15Min左右,右为旧定影液则可酌量延长时间.定影后的相片应在流动清水中漂洗1h以上,或在轮换的清水中漂洗12次,每次约5min,然后烘干.
6.11 彩色底片与彩色相片的冲洗
彩色底片冲洗程序为:彩显、漂白、水洗、稳定、干燥等,具体操作条件依不同冲洗套药而定.
彩色相片的印放包括曝光与显影两步,曝光前必须根据相纸性质和负片进行色温校正.出现偏色(彩色底片、相片颜色与原物颜色的偏差)可加滤色片或调整光源电压加以校正.
相片冲洗应保持定时、定温、定搅动.冲洗包括彩显、停显、.水洗、干燥等步骤.具体条件依不同套药而定.彩色相片以清晰,色彩真实为佳.
记录应包括试样的历史、取样部位、化学成分、缺陷类型及组织的说明等,如照相则应注意记录放大倍数及浸剂的种类.
本标准由中华人民共和国冶金工业部提出。
本标准有冶金工业部钢铁研究总院和太原钢铁公司负责起草。
本标准主要起草人林书湘、马燕文、张升科、阎清俊。
自本标准实施之日起,原中华人民共和国冶金工业部标准YB 28-59《金属显微组织检验法》作废。
本标准水平等级标记 GB/T 13298-91I
试样制备
2.1 试样选择
试样截取的方向、部位、数量应根据金属制造的方法,检验的目的,技术条件或双人议的规定进行.
垂直于锻轧方向的横截面可以研究金属材料从表层到中心的组织、显微组织状态、晶粒度级别、碳化物网、表层缺陷深度、氧化层深度、脱碳层深度、腐蚀层深度、表面化学热处理及镀层厚度等.
平行于锻轧方向的纵截面可以研究非金属夹杂物的变形程度、晶粒畸变程度、塑性变形程度、塑性变形程度、变形后的各种组织形貌、热处理的全面情况等.
当检查金属的破损原因时,可在破损处取样或在其附近的正常部位取样进行比较.
2.2 试样尺寸
试样尺以磨面面积小于400mm2,高度15-20mm为宜.
2.3 试样截取
试样可用手锯、砂轮切割机、显微切片机、化学切割装置、电火花切割机、剪切、锯、刨、车、铣等截取,必要时可用气割法截取.硬而脆的金属可以用锤击法取样.不论用哪种方法取样,均应注意避免截取方法对组织的影响,如变形、过热等.根据不同方法应在切割边去除这些影响,也可在切割时采取预防措施,如水冷等.
2.4 试样清洗
试样可用超声波清洗.试样表面若沾有油渍、污物或锈斑,可用合适溶剂清除.任何妨碍以后基体金属腐蚀的镀膜金属应在抛光之前除去.
2.5 试样镶嵌
若试样过于细薄(如薄板、细线材、细管材等)或试样过软、易碎、或需检验边缘组织、或者为便于在自动磨光和抛光机上研磨的试样.可采用下列方法之一镶嵌试样.所选用的镶嵌方法均不得改变原始组织.
2.5.1 机械镶嵌法
将试样镶入钢圈或钢夹内.
用此法时,须注意使试样与钢圈或钢夹紧密接触.钢圈或钢夹硬度应接近于试样的硬度.镶嵌板材时,可用较软的金属片间隔,以防磨损试样边缘.为避免蚀剂从试样的空隙中溢出,可将试样在熔融的石蜡中使空隙被充满.
2.5.2 树脂镶嵌法因树脂比金属软,必须考虑样品棱角磨圆的问题.避免棱角磨圆的方法是将样品夹持在具有相同硬度金属块之间、或样品经电镀、或将样品用相同硬度的环状物包围等.
树脂镶嵌法包括热压镶嵌法和浇法镶嵌法.
2.5.2.1 热压镶嵌法
将样品磨面朝下放入模中,树脂倒入模中超过样高度,封紧模子并加热、加压.其温度、压力、根据采用的镶嵌材料而定.一般加热到150℃左右,加压到24.5N/mm2左右后停止加热,冷却后解除压力并打开模子,完成镶嵌工作.
热压树脂有两种:
a.热固性树脂:电木粉和邻苯二甲酸二丙烯等;
b.热塑性树脂:聚苯乙烯、聚氯乙烯、异丁烯酸甲脂等.
2.5.2.2 浇注镶嵌法
本方法用于不允许加热的试样、软的试样、形状复杂的试样、多孔性试样等.
浇注镶嵌采用的树脂有聚脂树脂、丙烯树脂、环氧树脂等.也可使用牙托粉.
浇注模可用玻璃、铝、钢、聚四氟乙烯塑料、硅橡胶等.模子可以重复使用或者一次性使用.
2.5.3 特殊镶嵌法
2.5.3.1 真空冷镶法
真空冷镶可保证塑料填满孔洞.适用于多孔样品、细裂纹样品、易脆样品、脆性材料等.
2.5.3.2 倾斜镶嵌法
对于扩散区、渗层、镀层等薄层试样,用倾斜镶嵌可以放大镀层在一个方向的厚度.
2.5.3.3 电镀保护镶嵌法
细线材、异型件、断口或受检处为刃口等的试样,通常在镶嵌之前先电镀,可电镀铜、铁、镍、金、银等金属.电镀金属应比样品软一些,同时不得与样品金属基体起电化学反应,样品电镀后可以采用各种镶嵌方法,以保护电镀层.
试样研磨可以用手工磨,也可用自动磨样机磨.
3.1 磨平
切取好的试样,先经砂轮磨平,为下一道砂纸的磨制做好准备.磨时须用水冷却试样,使金属的组织不因受热而发生变化.
3.2 磨光
3.2.1 手工磨光
经砂轮磨平、洗净、吹干后的试样,用手工依次由粗到细的在各号砂纸上磨制,砂纸须平铺于平的玻璃、金属或板上.从粗砂纸到细砂纸,每换一次砂纸时,试样均须转90°角与旧磨痕成垂直方向,向一个方向磨至旧磨痕完全消失,新磨痕均匀一致时为止.同时每 次须用水或超声波将试样洗净,手亦应同时洗净,以免将粗砂粒带到细砂纸上.磨制试样时,注意不可用力太重,每次时间也不可太长.
3.2.2 机械磨机样机磨光
将由粗到细不同号数的砂纸分别置于机械磨样机上,或以不同粒度的钢砂镶嵌于腊盘、铅盘或其他盘上依次磨制.
3.3 抛光
抛去试样上的磨痕以达镜面,且无磨制缺陷.抛光方法可采用机械抛光、电解抛光、化学抛光、显微研磨等.
3.3.1 机械抛光
3.3.1.1 粗抛光
经砂纸磨光的试样,可移到装有尼纶、尼绒或细帆布等的抛光机上粗抛光,抛光料可用微粒的氧化铝、氧化镁、氧化铬、氧化铁、金钢砂等.抛光时间2-5Min.抛光后用水洗净并吹干.
3.3.1.2 细抛光
经粗抛光后的试样,可移至装有尼龙绸、天鹅绒或其他纤维细匀的丝绒抛光盘进行精抛光.根据检验项目的要求,可选用不同粒度的细抛光,车金刚砂软膏等.
抛光时用力要轻,须从盘的中心至边缘来回抛光,并不时滴加少许磨粉悬浮液.绒布的湿度以将试样从盘取下观察时,表面水膜能在2-3s内完全蒸发消失为宜.在抛光的完成阶段可将试样与抛光盘的转动方向成相反方向抛光.一般抛光到试样的磨痕完全除去,表面象镜面时为止.抛光后用水洗净吹干,使表面不致有水迹或污物残留.
试样抛光时,若发现较粗磨痕不易去除.或试样抛光后在显微镜下观察,发现有凹坑等磨制缺陷影响试验结果时,试样应重新磨制.
试样抛光可采用半自动、自动抛光装置.并可用单盘、双盘、多盘和变速抛光装置.
3.3.2 电解抛光
电解抛光基于阳极溶解原理,样品为阳极,不锈钢板或其他材料为阴极.电解抛光的条件是由电压、电流、温度、抛光时间来确定.
3.3.3 化学抛光
化学抛光是靠化学试剂对试样表面不均匀溶解,逐渐得到光亮表面的结果.但只能使样品表面光滑,不能达到表面平整的要求.对纯金属铁、铝、铜、银等有良好的抛光作用.
3.3.4 显微研磨
显微研磨是将显微切片机上的刀片用研磨头代替制成.显微切片机切割下来的试样,再经显微研磨机研磨.显微研磨是把磨光和抛光的操作合并为一步进行.
为进行显微镜检验,须对抛光好的金属试样进行浸蚀,以显示真实,清晰的组织结构.
4.1 常规显示组织的方法
4.1.1 化学浸蚀
化学试剂与试样表面起化学溶解或电化学溶解的过程,以显示金属的显微组织.
4.1.2 电解浸蚀
试样作为电路的阳极,浸入合适的电解蚀液中,通入较小电流进行蚀,以显示金属显微组织.蚀条件由电压、电流、温度、时间来确定.
4.1.3 化学蚀剂和电解蚀剂的配制及安全注意事项
a.倒注、配制或浸蚀时应使用防护用具(眼镜、手套、工作服等);
b.注意观察试剂瓶上注明的注意事项,了解化学试剂的毒性及安全预防措施,以正确贮存和处理化学试剂;
c.配制浸蚀剂时如无特殊说明,总是把试剂加入到液剂中.水作溶剂时,最好用蒸馏水,因为自来水纯度变化很大;
d.一般只能购到纯甲醇,若浸蚀剂成分要求95%甲醇,则必须加入5%体 积水,否则,浸蚀剂不起作用;
e.少量液体量度的转换,大致为20滴/mL.
4.1.4 浸蚀操作
为真实、清晰地显示金属组织结构,必须遵循以下操作:
a.浸蚀试样时应采用新抛光的表面;
b.浸蚀时和缓地搅动试样或溶能获得较均匀的浸蚀;
c.浸蚀时间视金属的性质、浸蚀液的浓度、检验目的及显微检验的放大倍数而定.以能在显微镜下清晰显示金属组织为宜;
d.浸蚀完毕立即取出洗净吹干;
e.可采用多种溶液进行多重浸蚀,以充分显示金属显微组织.若浸蚀程度不足时,可继续浸蚀或重新抛光后再浸蚀.若浸蚀过度时则需重新磨制抛光后再浸蚀;
f.浸蚀后的试样表面有扰乱现象,可用反香多次抛光浸蚀的方法除去.扰乱现象过于严重,不能全部消除时,试样须重新磨制.
4.2 特殊显示组织的方法
在显微组织分析中,为特殊需要,采用特殊显示组织的方法.
4.2.1 险极真空浸蚀
在高压加速辉光放电条件下,正离子轰击阴极试样表面,有选择地除去试样表面的部分原子,以显露金属组织.
4.2.2 恒电位浸蚀
恒电位浸蚀是电解浸蚀的进一步发展,采用恒电位仪,保证浸蚀过程阳极试样电位恒定,可以对组织特定的相,根据其极化条件进行选择浸蚀或着色处理.
4.2.3 薄膜干涉显示组织
在金属试样抛光面上形成一层薄膜,利用入射光的多重反射和干涉现象显示组织,鉴别各种合金相.
4.2.3.1 化学浸蚀形成薄膜法
用化学试剂在金属试样表面形成一层薄膜的方法.
4.2.3.2 真空蒸发镀膜法
在真空室中,电阻加热到要求的温度,使镀膜材料蒸发,均匀沉积在试样表面,形成蒸发镀膜层.
4.2.3.3 离子溅射镀膜法
离子溅射镀膜法与阴极真空浸蚀相反,试样是阳极,镀膜材料是阴极.离子溅射地是在真空室中高压加速辉光放电作用下,正离子轰击阴极镀膜材料表面,使表面原子化,形成中性原子,从各方向溅出,射落在试样表面,在试样表面形成均匀薄膜.
4.2.3.4 热染法
将抛光试样加热(<500℃)形成氧化薄膜.由于组织中各相成分结构不同,形成厚薄不均的氧化膜.白光在氧化膜层间的干涉,呈现不同的色彩,从而鉴别金属组织中的各相.
5.1 试样的显微组织检验包括浸蚀前的检验和浸蚀后的检验.浸蚀前主要检验试样中的夹杂物、石黑、裂纹、孔隙等及发现磨制过程中所引起的缺陷.浸蚀后主要检验试样的显微组织.
5.2 检验试样用的金相显微镜分为台式、立式、卧室.显微镜应安装在干燥通风、无灰尘、无振动、无腐蚀气氛的室内,并置于稳固的桌面和基座上,最好附有振动吸收机构.
5.3 为保证检验的准确性,首先要正确操作使用显微镜.显微镜的操作 按仪器说明书进行.在显微镜下观察时,一般先用低倍50×-100×,其次用高倍对某相些细节进行细观察.
根据所需放大倍数选择物镜及目镜.如规定镜筒长度下物镜放大倍数为M1,目镜放大倍数为M2,则显微镜的放大倍数为M1×M2.如镜筒长度增大时,则计算倍数应按比例修正,必要时可用测微标尺校准(测微标尺按计量要求须进行校验).
5.4 根据特殊需要,可采用特殊的照明方法.如斜射光、暗场、偏振光、干涉、相衬、微分干涉(DIC)等,或者用特殊的组织显示方法进一步确定所观察的合金相.也可根据需要进行定量分析,即用人工或专门的图象分析仪定量测量显微组织的特征参量,以确定组织参数、状态、性能间的定量关系.
5.5 使用显微镜时特别保护镜头,请注意下列各点:
a.装卸或更换镜头时应特别小,避免手指接触透镜表面.镜头用毕应贮存于干燥洁净的干燥皿中,以镜片胶合剂发霉而致损坏.
b.聚焦调节时,物镜头部不能与试样接触,应先转动粗调施钮使物镜尽量接近试样(目测),然后从目镜中观察的同时调节粗调施钮,使物镜渐渐离开样品直到看到显微组织映象时,再使用微调施钮调至映象清晰为止.
c.镜头表面有污垢时,严禁用手或硬纤维织物擦摸,应先用专用的橡皮球吹去表面尘埃,再用干净鸵毛刷、镜头纸或软鹿皮擦净,必要时可用二甲苯洗擦.
d.使用油镜头时所用的折光油应是香柏油.用毕用二甲苯擦试,最后用镜头纸擦净.
e显微镜不使用时需用防尘罩盖起(防尘罩可用玻璃、绸布等,不宜用塑料布).
6.1 准备作显微照相的试样,应精细磨制,保持清洁.试样的浸程度视照相放大倍数而定.
6.2 照相放大倍数可参照仪器说明书,一般为50×-1500×.欲精确量度照相的放大倍数时,可用测微标尺进行校正.测微标尺每分格计数为0.01Mm.
6.3 镜头的选择,视所需放大倍数而定(依照显微镜说明书适当选配).一般为充分利用显微镜物镜的分辨率,放大倍数不应该大于物镜数值孔径(N、A)的1000×.
6.4 照相使用的光源须调整适宜,所发出的光线需稳定和有足够的强度.照相时应调节光源与聚光的位置,使光束恰好能射入垂直照明器进口的中心,使所得的影相亮度强弱均匀一致.
6.5 滤色片依照物镜的种类而定.若为消色差镜头时,使用黄绿色滤色片.若为全消色差镜头时,则用黄、绿、蓝色滤色片均可.
6.6 试样应平稳地放在显微镜载物台上,使其平面与显微镜光轴垂直.试样放置后,应使振动吸收器发生作用.然后移动载物台,选择样品上合适的组织部位并调整显微镜焦距,使玻璃板上影相清晰,必要时可借用聚焦放大镜在毛玻璃板上观察.
6.7 显微镜的孔径光栏应根据显微镜放大倍数及试样组织结构调节到适当大小,使在显微镜下所观察到的相最清晰.
6.8 显微镜的视场光栏须调节到适当大小,使曩相的光亮范围能在底片大小范围人,而得到最佳的影相反衬.
6.9 根据检验的目的,可选择各种类型的黑白底片和彩色底片.底片的曝光时间依试样情况(金属种类与浸蚀与否)、底片性质和光亮强弱而定.必要时可用分段曝光法进行试验.
对彩色照相而言,光源的色温与彩色底片的色温平衡时,才有可能真实地表现原象所具有的各种颜色,因此彩色底片在曝光前必须用色温计测量光源色温.若光源色温与彩色底片不符时,应调整光源用电流大小或用滤色片校正色温.
6.10 黑白底片和相纸的冲洗
依照底片的种类选择适当的显影液.显影的温度及时间,应按照底片说明书的规定进行.一般显影温度为20℃左右,显影后立即放入醋酸停影液中30s、搅拌、以停止显影.
定影的温度在20℃左右.底片在定影液中停留的时间一般为20-30min,应避免在定影液中长期浸泡,因为漂白作用和沉淀化合物的作用使得后来难以清洗.定影后的底片用流动水冲洗不少于30min,然后在无尘的室内凉干.底片在显影及定影时,有乳胶的面必须向上,底片须完全浸入溶液内,并时常晃动.
晒相对应依照底片的情况、灯光的强弱,选择适当号数的相纸及曝光时间,曝光时间应注意不要太短或太长,应使底片上较暗部分的细致影相线条能够清晰地显出为度.
按照相纸的种类选择适当的显影液.显影时间一般为1mm左右.显影后相纸可在含有1.5%醋酸水溶液中微浸之,以中和碱性显影液显影的作用,然后将相纸浸入定影液中进行定影.相纸在显影液及定影液内,乳胶面均须向上,并使其完全浸入溶液内.相纸在新鲜定影中停留时间为15Min左右,右为旧定影液则可酌量延长时间.定影后的相片应在流动清水中漂洗1h以上,或在轮换的清水中漂洗12次,每次约5min,然后烘干.
6.11 彩色底片与彩色相片的冲洗
彩色底片冲洗程序为:彩显、漂白、水洗、稳定、干燥等,具体操作条件依不同冲洗套药而定.
彩色相片的印放包括曝光与显影两步,曝光前必须根据相纸性质和负片进行色温校正.出现偏色(彩色底片、相片颜色与原物颜色的偏差)可加滤色片或调整光源电压加以校正.
相片冲洗应保持定时、定温、定搅动.冲洗包括彩显、停显、.水洗、干燥等步骤.具体条件依不同套药而定.彩色相片以清晰,色彩真实为佳.
记录应包括试样的历史、取样部位、化学成分、缺陷类型及组织的说明等,如照相则应注意记录放大倍数及浸剂的种类.
本标准由中华人民共和国冶金工业部提出。
本标准有冶金工业部钢铁研究总院和太原钢铁公司负责起草。
本标准主要起草人林书湘、马燕文、张升科、阎清俊。
自本标准实施之日起,原中华人民共和国冶金工业部标准YB 28-59《金属显微组织检验法》作废。
本标准水平等级标记 GB/T 13298-91I
标准号 StandardNo: GB/T 13298-1991
中文标准名称 StandardTitle in Chinese: 金属显微组织检验方法
首次发布日期 FirstIssuance Date: 1991-12-13
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date: 2010-7-28
计划编号 Plan No:
代替国标号 ReplacedStandard:
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No:
采标名称 AdoptedInternational Standard Name:
采用程度 ApplicationDegree:
采用国际标准 AdoptedInternational Standard:
国际标准分类号(ICS): 77.140.30
中国标准分类号(CCS): H24
标准类别 StandardSort: 方法
标准页码 Number ofPages:
标准价格(元) Price(¥):
主管部门 Governor: 中国钢铁工业协会
归口单位 TechnicalCommittees: 全国钢标准化技术委员会
起草单位 DraftingCommittee: 冶金部钢铁研究总院
灌注桩桩身质量检验和桩基承载力检验 (1)桩端持力层检验 1)人工挖孔桩终孔时,应进行桩端持力层检验,重点检验持力层的岩土特征。应视岩性检验桩底下3d或5m深度范围内有无空洞、破碎带、软弱夹层等不良地...
灌注桩桩身质量检验和桩基承载力检验(1)桩端持力层检验 1)人工挖孔桩终孔时,应进行桩端持力层检验,重点检验持力层的岩土特征。应视岩性检验桩底下3d或5m深度范围内有无空洞、破碎带、软弱夹层等不良...
建议找专业人士帮助验房,如果自己验要注意以下几点: 1、找个小钢球敲击墙面、地面看有没有空鼓,墙面有无脱落和起皮等,如果地暖的地面有轻微的裂缝不算毛病。 2、找个水平尺量下窗户是不是横...

 某公司金属材料的检验方法
某公司金属材料的检验方法
某公司金属材料的检验方法
1 金属材料的检验方法 金属材料属于冶金产品,从事金属材料生产、订货、运输、使用、保管和 检验必须依据统一的技术标准 —— 冶金产品标准。对从事金属材料的工作人 员必须掌握标准的有关内容。 我国冶金产品使用的标准为国家标准(代号为国标 “GB”)、部标(冶金工业部 标准“YB”、一机部标准 “JB”等)企业标准三级。 一、包装检验 根据金属材料的种类、形状、尺寸、精度、防腐而定。 1、散装:即无包装、揩锭、块(不怕腐蚀、不贵重) 、大型钢材(大型钢、厚 钢板、钢轨)、生铁等。 2、成捆:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板 等。 3、成箱(桶):指防腐蚀、小、薄产品,如马口铁、硅钢片、镁锭等。 4、成轴:指线、钢丝绳、钢绞线等。 对捆箱、轴包装产品应首先检查包装是否完整。 二、标志检验 标志是区别材料的材质、规格的标志,主要说明供方名称、牌号、检验批号、 规格、尺
 食品检验中重金属的检验方法探析
食品检验中重金属的检验方法探析
食品检验中重金属的检验方法探析
食品检验中重金属的检验方法探析
第1章 绪论 001
1.1 金属材料的腐蚀 001
1.2 金属腐蚀显微组织研究方法 002
1.2.1 光学显微术 002
1.2.2 扫描电子显微镜(SEM) 012
1.2.3 X射线能谱仪(EDS) 020
1.2.4 背散射电子衍射(EBSD) 022
1.2.5 表面分析技术 028
1.2.6 扫描探针显微镜(SPM) 033
1.2.7 拉曼光谱和红外光谱 034
1.3 金属腐蚀失效的分析程序 035
1.3.1 对程序中要点的说明 035
1.3.2 腐蚀产物分析 037
附录 040
附录1.1 本书所使用的彩色金相侵蚀方法表 040
附录1.2 常用断口化学清洗剂表 041
附录1.3 常用清洗断口的电解液表 042
参考文献 042
第2章 大气腐蚀 045
2.1 大气(氧)腐蚀问题 045
2.2 大气腐蚀的分类 045
2.3 金属大气腐蚀机理 046
2.3.1 钢在大气中的腐蚀机理 046
2.3.2 铜的大气腐蚀 049
2.3.3 铝及其铝合金的大气腐蚀-剥蚀 049
2.4 大气腐蚀图谱 050
2.4.1 钢铁的大气腐蚀 050
2.4.2 铜合金的大气腐蚀 0542.4.3 铝合金的剥蚀 061
参考文献 072
第3章 金属的液态金属腐蚀 073
3.1 液体金属腐蚀 073
3.2 液体金属腐蚀机理 073
3.3 高温合金的液态锂腐蚀图谱 074
3.3.1 Ni-37%Cr-11%Al-1%Y高温合金在液态锂中的腐蚀 074
3.3.2 高温合金GH3030(GH30) 在液态锂中的腐蚀 075
3.3.3 高温合金GH4037(GH37) 在液态锂中的腐蚀 077
3.3.4 K438高温合金在液态锂中的腐蚀 079
3.3.5 高温合金GH4049(GH49) 在液态锂中的腐蚀 079
参考文献 080
第4章 微生物腐蚀与海洋生物污损 081
4.1 微生物 081
4.2 微生物腐蚀的机理 084
4.2.1 微生物膜的形成 084
4.2.2 酸的形成 087
4.2.3 沉积膜下的腐蚀 087
4.2.4 腐蚀产物中合金元素化合价态变化 089
4.3 海生物污损 094
4.4 部分船舶材料微生物腐蚀形貌图谱 094
4.4.1 铝青铜 094
4.4.2 CrMoV奥氏体不锈钢 095
4.4.3 部分船用材料的硫酸盐还原菌(SRB)腐蚀形貌 099
4.5 海生物污损图谱 113
参考文献 119
第5章 冲刷腐蚀(冲蚀) 121
5.1 冲刷腐蚀概述 121
5.2 冲刷腐蚀的机理 122
5.3 冲蚀坑内表面纳米晶 124
5.4 冲刷腐蚀的影响因素 126
5.5 金属冲刷腐蚀图谱 127
5.5.1 铜合金的冲刷腐蚀 127
5.5.2 钢的冲刷腐蚀 129
5.5.3 船用海水冷却系统紫铜管道的冲刷腐蚀 131
参考文献 141
第6章 脱成分腐蚀 143
6.1 脱成分腐蚀现象 143
XI
6.2 脱成分腐蚀机理 143
6.3 脱成分腐蚀图谱 145
6.3.1 紫铜管黄铜补焊焊缝的脱锌腐蚀 145
6.3.2 船用B30铜镍合金管的脱成分腐蚀 150
6.3.3 船用冷却系统黄铜管的脱成分腐蚀 152
6.3.4 Mn-Cu阻尼合金的脱成分腐蚀 153
6.3.5 铜合金在其他工业领域的脱成分腐蚀 153
参考文献 154
第7章 空泡腐蚀(空蚀) 155
7.1 空泡腐蚀概述 155
7.2 空泡腐蚀的一般规律 156
7.3 空泡腐蚀机理与冲击表面的形貌 157
7.3.1 空泡腐蚀机理 157
7.3.2 空泡腐蚀表面的形貌 160
7.3.3 抗空泡腐蚀材料的选材原则 161
7.4 相关材料空泡腐蚀图谱 161
7.4.1 铜合金磁致伸缩空泡腐蚀损伤过程观察 161
7.4.2 转盘空泡腐蚀试验 167
7.4.3 水下喷射空泡腐蚀试验样品的电镜观察 171
7.4.4 空泡腐蚀样品横截面一些特殊现象 174
7.4.5 空泡腐蚀表面的透射电镜观察:非晶与纳米晶 177
参考文献 184
第8章 金属材料的氢损伤 185
8.1 金属的氢损伤 185
8.2 氢损伤的类型 186
8.3 金属中氢的来源 189
8.4 氢损伤机理及应力对其影响 191
8.4.1 氢损伤机理 191
8.4.2 应力对氢脆的影响 193
8.5 几种材料的氢损伤说明 193
8.6 氢脆断口特征 195
8.7 材料氢损伤图谱 197
8.7.1 氢脆(白)点的断口特征 197
8.7.2 船体钢焊缝中的白点断口 199
8.7.3 电镀件氢脆 202
8.7.4 钢制品的延迟开裂 205
8.7.5 铜合金氢损伤断口 206
8.7.6 双相钢的氢损伤 207
8.7.7 钛化氢引起的氢脆 210
8.8 与环境断裂相关的断裂学 213
参考文献 215
第9章 应力腐蚀开裂 217
9.1 应力腐蚀开裂 217
9.2 应力腐蚀开裂的机理 218
9.2.1 应力腐蚀开裂裂纹萌生机理 218
9.2.2 应力腐蚀开裂裂纹的长大(扩展)机理 219
9.3 应力腐蚀开裂的类型 222
9.4 应力腐蚀开裂图谱 222
9.4.1 不锈钢的应力腐蚀开裂 222
9.4.2 合金钢的应力腐蚀开裂 229
9.4.3 钛合金的应力腐蚀开裂 231
9.4.4 铜合金的应力腐蚀开裂 233
参考文献 235
第10章 腐蚀疲劳 237
10.1 腐蚀疲劳概述 237
10.2 腐蚀疲劳裂纹的萌生条件与萌生机理 238
10.3 腐蚀疲劳裂纹扩展机理 240
10.4 腐蚀疲劳的特征 240
10.4.1 腐蚀疲劳断口的特征 240
10.4.2 腐蚀疲劳与应力腐蚀的关系 241
10.5 腐蚀疲劳断口图谱 242
10.5.1 Fe-6Ni船用钢等的腐蚀疲劳断口 242
10.5.2 黄铜等合金的腐蚀疲劳断口 244
10.5.3 不锈钢波纹管的腐蚀疲劳 245
10.5.4 高强耐蚀铜合金的腐蚀疲劳断口 249
10.5.5 钛合金的腐蚀疲劳 251
参考文献 252
第11章 金属引起的材料脆性 253
11.1 现象简介 253
11.2 引起材料脆性的环境 253
11.3 脆化源 254
11.4 液态金属和固态金属致金属材料脆性的机理 254
11.4.1 液态金属致脆性的机理 254
11.4.2 固态金属致脆的机理 257
11.5 对脆性敏感性的影响因素 257
11.5.1 合金强度、成分和显微组织 257
11.5.2 温度 257
11.5.3 样品几何尺寸、应力模式和应变速率 257
11.6 LME/SMIE的金相和断口表征 257
11.7 断后脆性金属的检测 258
11.8 MIE与HE/SCC之间的区别 258
11.9 固态金属致脆和液态金属致脆案例图谱 259
11.9.1 不锈钢的铜钎焊裂纹 259
11.9.2 天然气管道的铜脆 262
11.9.3 锌脆 263
11.9.4 铝引起GH625合金波纹管开裂 265
11.9.5 镉引起钛合金的脆性 265
11.9.6 非金属元素引起的脆性 268
参考文献 270
第12章 表面膜和表面涂层及其损伤 271
12.1 表面处理膜和表面涂层 271
12.1.1 非晶膜(Ni-P镀层) 272
12.1.2 电镀膜 274
12.1.3 常温磷化膜(磷化处理膜) 276
12.1.4 钢的高分子镀膜 277
12.2 表面处理膜的损伤图谱 278
参考文献 284
第13章 金属氧化物阳极的组织与损伤 285
13.1 金属氧化物阳极微观形貌的基本特征 285
13.1.1 钛基体的微观形貌 285
13.1.2 金属氧化物阳极的微观结构 287
13.1.3 纳米氧化物阳极的微观结构 289
13.2 金属氧化物阳极失效图谱 292
13.2.1 金属氧化物阳极强化电解失效机理及形貌分析 292
13.2.2 金属氧化物阳极正反交替电解失效后的形貌 295
参考文献 297
第14章 点蚀、海水腐蚀及其他 299
14.1 点蚀 299
14.1.1 金属的点蚀 299
14.1.2 点蚀机理 299
14.2 海洋环境腐蚀 302
14.2.1 海水腐蚀机理概述 303
14.2.2 海水腐蚀的特点 303
14.2.3 海水腐蚀形貌 304
14.3 其他腐蚀产物形貌 312
14.3.1 保护材料的转移 312
14.3.2 B30冷凝器管上的腐蚀产物 312
14.3.3 室内腐蚀实验 313
14.4 钢海水腐蚀产物结构与组成 318
参考文献 320
第15章 失效分析案例 321
15.1 烟气轮机波纹管失效分析 321
15.1.1 波纹管的工作条件和失效情况 321
15.1.2 分析结果 322
15.1.3 验证试验 325
15.1.4 讨论 325
15.1.5 结论 326
15.2 石油气田集气弯管裂纹分析 326
15.2.1 来样情况 326
15.2.2 分析结果 326
15.2.3 结论 329
15.3 铝标牌熔化引起波纹管开裂 329
15.3.1 背景材料 329
15.3.2 金相分析 330
15.3.3 彩色金相分析 330
15.3.4 能谱成分分析 332
15.3.5 结论 333
15.4 海水泵电机轴失效分析 333
15.4.1 失效件的背景材料 333
15.4.2 失效件的分析检验 334
15.4.3 结果分析与讨论 338
15.4.4 结论 339
15.4.5 建议 339
15.5 醋酸精馏塔钛过滤板腐蚀失效 339
15.5.1 情况简介 339
15.5.2 检验分析 339
15.5.3 结果分析 344
15.5.4 结论与建议 346
参考文献 346"
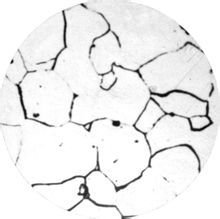
金相即金相学,就是研究金属或合金内部结构的科学。不仅如此,它还研究当外界条件或内在因素改变时,对金属或合金内部结构的影响。所谓外部条件就是指温度、加工变形、浇注情况等。所谓内在因素主要指金属或合金的化学成分。 金相组织是反映金属金相的具体形态,如马氏体,奥氏体,铁素体,珠光体等等。
1.奥氏体 -碳与合金元素溶解在γ-fe中的固溶体,仍保持γ-fe的面心立方晶格。晶界比较直,呈规则多边形;淬火钢中残余奥氏体分布在马氏体间的空隙处
2.铁素体-碳与合金元素溶解在a-fe中的固溶体。亚共析钢中的慢冷铁素体呈块状,晶界比较圆滑,当碳含量接近共析成分时,铁素体沿晶粒边界析出。
3.渗碳体-碳与铁形成的一种化合物。在液态铁碳合金中,首先单独结晶的渗碳体(一次渗碳体)为块状,角不尖锐,共晶渗碳体呈骨骼状。过共析钢冷却时沿acm线析出的碳化物(二次渗碳体)呈网结状,共析渗碳体呈片状。铁碳合金冷却到ar1以下时,由铁素体中析出渗碳体(三次渗碳体),在二次渗碳体上或晶界处呈不连续薄片状。
4.珠光体-铁碳合金中共析反应所形成的铁素体与渗碳体的机械混合物。
珠光体的片间距离取决于奥氏体分解时的过冷度。过冷度越大,所形成的珠光体片间距离越小。在a1~650℃形成的珠光体片层较厚,在金相显微镜下放大400倍以上可分辨出平行的宽条铁素体和细条渗碳体,称为粗珠光体、片状珠光体,简称珠光体。在650~600℃形成的珠光体用金相显微镜放大500倍,从珠光体的渗碳体上仅看到一条黑线,只有放大1000倍才能分辨的片层,称为索氏体。在600~550℃形成的珠光体用金相显微镜放大500倍,不能分辨珠光体片层,仅看到黑色的球团状组织,只有用电子显微镜放大10000倍才能分辨的片层称为屈氏体。
5.上贝氏体-过饱和针状铁素体和渗碳体的混合物,渗碳体在铁素体针间。过冷奥氏体在中温(约350~550℃)的相变产物,其典型形态是一束大致平行位向差为6~8od铁素体板条,并在各板条间分布着沿板条长轴方向排列的碳化物短棒或小片;典型上贝氏体呈羽毛状,晶界为对称轴,由于方位不同,羽毛可对称或不对称,铁素体羽毛可呈针状、点状、块状。若是高碳高合金钢,看不清针状羽毛;中碳中合金钢,针状羽毛较清楚;低碳低合金钢,羽毛很清楚,针粗。转变时先在晶界处形成上贝氏体,往晶内长大,不穿晶。
6.下贝氏体-同上,但渗碳体在铁素体针内。过冷奥氏体在350℃~ms的转变产物。其典型形态是双凸透镜状含过饱和碳的铁素体,并在其内分布着单方向排列的碳化物小薄片;在晶内呈针状,针叶不交叉,但可交接。与回火马氏体不同,马氏体有层次之分,下贝氏体则颜色一致,下贝氏体的碳化物质点比回火马氏体粗,易受侵蚀变黑,回火马氏体颜色较浅,不易受侵蚀。高碳高合金钢的碳化物分散度比低碳低合金钢高,针叶比低碳低合金钢细。
7.粒状贝氏体-大块状或条状的铁素体内分布着众多小岛的复相组织。过冷奥氏体在贝氏体转变温度区的最上部的转变产物。刚形成时是由条状铁素体合并而成的块状铁素体和小岛状富碳奥氏体组成,富碳奥氏体在随后的冷却过程中,可能全部保留成为残余奥氏体;也可能部分或全部分解为铁素体和渗碳体的混合物(珠光体或贝氏体);最可能部分转变为马氏体,部分保留下来而形成两相混合物,称为m-a组织。
8.无碳化物贝氏体-板条状铁素体单相组成的组织,也称为铁素体贝氏体。形成温度在贝氏体转变温度区的最上部。板条铁素体之间为富碳奥氏体,富碳奥氏体在随后的冷却过程中也有类似上面的转变。无碳化物贝氏体一般出现在低碳钢中,在硅、铝含量高的钢中也容易形成。