建筑工程材料生产工艺设计文献

 建筑工程材料取样标准资料
建筑工程材料取样标准资料
建筑工程材料取样标准资料
1 水泥(硅酸盐水泥、普通硅酸盐水泥、矿渣硅酸盐水泥、粉煤灰、复合硅酸盐水泥) 1.1 取样方法 1.1.1 散装水泥 1.1.1.1 对同一水泥厂生产的同期出厂的同品种、 同强度等级、同一出厂 编号的水泥为一验收批,但一验收批的总量不得超过 500 吨。 1.1.1.2 随机地从不少于 3 个车罐中各采取等量水泥, 经混拌均匀后, 再 从中称取不少于 12KG的水泥作为试样。 1.1.2 袋装水泥 1.1.2.1 对同一水泥厂生产的同期出厂的同品种、 同强度等级、同一出厂 编号的水泥为一验收批,但一验收批的总量不得超过 200 吨。 1.1.2.2 随机地从不少于 20袋中各采取等量水泥,经混拌均匀后,再从 中称取不少于 12KG的水泥作为试样。 2 掺合料 2.1 粉煤灰 2.1.1 以连续供应相同等级的不超过 200 吨为一验收批,每批取试样一 组(不少于 1KG)。 2.1.2 散
 建筑工程材料价格表 (3)
建筑工程材料价格表 (3)
建筑工程材料价格表 (3)
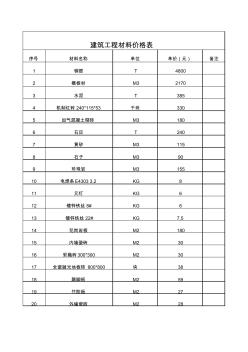
单位 1 钢筋 T 4800 建筑工程材料价格表 单价(元) 备注序号 材料名称 3 水泥 T 385 2 模板材 M3 2170 5 加气混凝土砌砖 M3 180 4 机制红砖 240*115*53 千块 330 7 黄砂 M3 115 6 石灰 T 240 9 珍珠岩 M3 155 8 石子 M3 90 11 元钉 KG 6 10 电焊条E4303 3.2 KG 8 13 镀锌铁丝 22# KG 7.5 12 镀锌铁丝 8# KG 6 15 内墙瓷砖 M2 30 14 花岗岩板 M2 180 17 全瓷抛光地板砖 800*800 块 38 16 彩釉砖300*300 M2 30 19 竹胶板 M2 27 18 踢脚板 M2 59 20 外墙瓷砖 M2 28