拉母文献

 螺栓及螺母最大允许拉力表
螺栓及螺母最大允许拉力表
螺栓及螺母最大允许拉力表
4.8 6.8 8.8 392 588 784 一般构造用钢 机械构造用钢 铬钼合金钢 螺栓M(粗牙螺距) 螺母对边 mm最大拉力( KN) 最大拉力( KN) 最大拉力( KN) 14(×2) 22 44.32 66.47 88.62 16(×2) 24 60.31 90.47 120.62 18(×2.5) 27 73.92 110.9 147.85 20(×2.5) 30 94.32 141.36 188.47 22(×3) 32 117 175.8 234 24(×3) 36 135.7 203.56 271.4 27(×3) 41 177.24 265.88 354.48 30(×3.5) 46 216.1 324.15 432.17 33(×3.5) 50 267.77 398.8 535.4 36(×4) 55 312.8 472.6 630 39(×4) 60 376.5
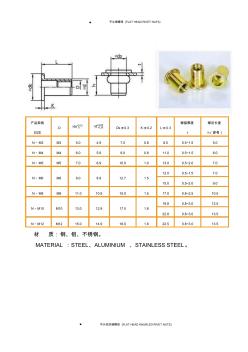 常用拉铆螺母规格表
常用拉铆螺母规格表
常用拉铆螺母规格表
平头铆螺母 (FLAT HEAD RIVET NUTS) 产品规格 SIZE D Dk±0.3 K±0.2 L±0.3 铆接厚度 t 铆后长度 h(参考) N·M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 N·M6 M6 9.0 8.9 12.7 1.5 12.0 0.5~1.5 7.0 15.0 0.5~2.0 9.0 N·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 N·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 N·M12 M12 15.0 14.9 18.0 1.8