铝—钢过渡接头焊接技术要求文献

 焊接技术要求
焊接技术要求
焊接技术要求
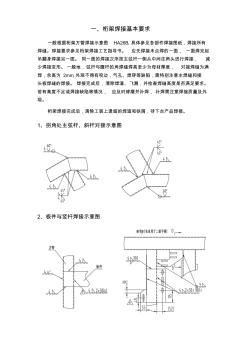
一、桁架焊接基本要求 一般根据桁架方管焊接示意图 HA26B,具体参见各部件焊接图纸,焊接所有 焊缝。焊接要求参见桁架焊接工艺指导书。 应先焊接未点焊的一面, 一面焊完起 吊翻身焊接另一面。 同一面的焊接次序按主弦杆一侧从中间往两头进行焊接, 减 少焊接变形。一般地,弦杆与腹杆的角焊缝焊高至少为母材厚度, 对接焊缝为满 焊,余高为 2mm,外观不得有咬边,气孔、焊穿等缺陷,需特别注意主焊缝和接 头板焊缝的焊接。 焊接完成后,清除焊渣、飞溅,并检查焊缝高度是否满足要求。 若有高度不足或焊接缺陷等情况, 应及时修磨并补焊, 补焊需注意焊接质量及外 观。 桁架焊接完成后,清除工装上遗留的焊渣和铁屑,待下台产品焊接。 1、拐角处主弦杆、斜杆对接示意图 2、板件与竖杆焊接示意图 3、主弦杆、竖杆、切角斜杆对接示意图 4、主弦杆、竖杆、斜腹杆对接示意图 5、扶手架小方管焊接示意图 6、底板、底梁焊接示
 国标焊接技术要求
国标焊接技术要求
国标焊接技术要求
1 第十章 压力容器的焊接技术 随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。压力容器的焊接 成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。 第一节 碳钢、低合金高强钢压力容器的焊接 一、 压力容器用碳钢的焊接 碳钢以铁为基础,以碳为合金元素,含量一般不超过 1.0%。此外,含锰量不超过 1.2%,含 硅量不超过 0.5%,Si、Mn 皆不作为合金元素。而其他元素,如 Ni、Cr、Cu 等,控制在残余 量限度内,更不是合金元素。 S、P、O、N 等作为杂质元素,根据钢材品种和等级,也都有 严格限制。 碳钢根据含碳量的不同,分为低碳钢 (C≤0.30% )、中碳钢 (C= 0.30% ~ 0.60% )、高碳钢 (C≥ 0.60% )。压力容器主要受压元件用碳钢,主要限于低碳钢。在《容规》中规定: “用于焊接结 构压力容器主要受压元件的碳