铝合金切削液文献

 铝及铝合金切削液
铝及铝合金切削液
铝及铝合金切削液
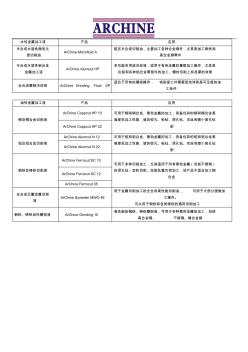
水性金属加工液 产品 应用 半合成水溶性微乳化 型切削油 ArChine Microfluid A 极压半合成切削油,主要加工各种合金钢件,尤其是加工铸铁和 高合金钢零件 半合成水溶性铝合金 金属加工液 ArChine Alumcut HP 多功能多用途冷却液,适用于有色金属的重载加工操作,尤其是 在铝和各种铝合金零部件的加工、螺纹切削上有显著的效果 全合成磨削冷却液 ArChine Grinding Fluid SP 适合于所有的磨削操作, 特别是工件需要低泡沫和高可见度的加 工条件 油性金属加工液 产品 应用 铜及铜合金切削液 ArChine Coppcut HP 10 可用于铜和铜合金、黑色金属的加工;具备优异的铜和铜合金高 难度机加工性能,诸如铰孔、枪钻、深孔钻、攻丝和微小盲孔钻 削ArChine Coppcut HP 22 铝及铝合金切削液 ArChine Alumcut
 铝合金切削液如何选择与使用?
铝合金切削液如何选择与使用?
铝合金切削液如何选择与使用?
铝合金切削液如何选择与使用? 铝合金是有色金属中用途较广的金属之一,它具有密度小、质量轻、强度高、 导电与导热性 好且具有较好耐腐蚀性。 随着近代机械制造工业如航空、 汽车工业、石油化工、电子等新型 工业的崛起, 铝合金金属加工变得十分普遍。 今天力奇润滑科技跟大家谈谈铝合金切削液的 选择与维护。 铝及铝合金的加工特点 铝合金在物理性能上与大部分钢材和铸铁材料相比, 具有很多明显的特点。 纯铝强度低, 硬 度低、塑性大,适合于塑性成型加工,但切削加工时变形强化倾向大,易粘刀,很难加工出 光洁的表面。铝合金在强度、硬度与纯铝相比提高很多, 但与钢材相比强度与硬度低, 切削 力小,导热性好。由于铝合金质软,塑性大,切削时易粘刀,在刀具上形成积屑瘤,高速切 削时可能在刀刃上产生熔焊现象, 使刀具丧失切削能力, 并影响加工精度和表面精糙度。 此 外,铝合金的热胀系数大,切削热容易引起工件热变形,降