先点焊,把要焊接的零件都固定好了,再焊接。另外要注意如果焊缝堆焊不只 一层的话, 要先把两面的都跑1遍再焊接,不然变形厉害,甚至可能崩裂。
-

选择特殊符号
选择搜索类型
请输入搜索
立对接焊是指对接接头焊件处于立焊位置时的操作,立对接焊的特点是铁水和熔渣很容易分离,但是熔池的温度过高时铁水下淌严重,容易形成焊瘤、咬边等缺陷。
1、焊接姿势。立对接焊的基本操作姿势有蹲式、坐式和站式三种。
2、焊钳握法。立焊焊钳的握法有正握法和反握法两种,焊接时一般常用正握法。
厚度大于了6mm的V形坡口立对焊,为了达到焊件厚度方向上的全部焊透,所以一般情况下,要对焊件采取开V形坡口的方法进行施焊。
先点焊,把要焊接的零件都固定好了,再焊接。另外要注意如果焊缝堆焊不只 一层的话, 要先把两面的都跑1遍再焊接,不然变形厉害,甚至可能崩裂。
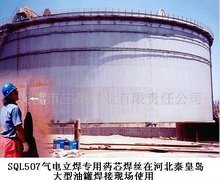
气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。其优点是:生产率高,成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊。
气电立焊的能量密度比电渣焊高且更加集中,焊接技术却基本相同。它利用类似于电渣焊所采用的水冷滑块挡住熔融的金属,使之强迫成形,以实现立向位置的焊接。通常采用外加单一气体(如 CO2 )或混合气体(如 Ar O2 )作保护气体。
在焊接电弧和熔滴过渡方面,气电立焊类似于普通熔化极气体保护焊(如 CO2 焊, MAG 焊),而在焊缝成形和机械系统方面又类似于电渣焊。气电立焊与电渣焊的主要区别在于熔化金属的热量是电弧热而不是熔渣的电阻热。
气电立焊通常用于较厚的低碳钢和中碳钢等材料的焊接,也可用于奥氏体不锈钢和其它金属合金的焊接。板材厚度在 12~80mm 最适宜。如大于 80mm 时,难获得充分良好的保护效果,导致焊缝中产生气孔,熔深不均匀和未焊透。焊接接头长度一般无限制,单层焊是最常用的焊接方法,但也可采用多层焊。

立焊:打底时引弧后稍拉长弧预热母材,然后直线运条至起焊处压低电弧,击穿坡口,待形成熔池后迅速熄弧,使熔池温度稍降后立即重新引弧。依次循环,完成整条焊缝。填充:坡口两侧稍停留,使焊道中间温度均匀,焊缝平...
立焊的操作要领是:使用的电流不要过大,略低于角焊电流,选择焊条的大小要根据焊件的厚度而定。焊接时电弧不要太大,要短弧焊接。焊接方法宜采取之字型或三角型焊接方法。如果是多层焊接,第一遍电流要小一些,以后...
把立焊位置的擦拭干净,重点注意油脂、定位焊药渣、水。 要知道准备焊接的焊角大小,先按照焊角大小烧出个标准焊角。注意高质量焊接必须是从下往上焊接。靠标准焊角一边开始引弧,焊丝左右摆动的时候注意不要超出熔...
立焊时,熔池金属和熔滴因受重力作用具有下坠趋势,和焊件分开,所以容易产生焊瘤。但由于熔渣的熔点低、流动性强,熔池金属和熔渣容易分离,不容易产生夹渣。但由于熔池部分脱离熔渣的保护,所以如果操作或运条角度不当时,容易产生气孔。
立焊的操作规程是,使用的电流不要过大,略低于角焊电流,选择焊条的大小要根据焊件的厚度而定。焊接时电弧不要太大,要短弧焊接。焊接方法,采取之字型或三角型焊接方法。如果是多层焊接,第一遍电流要小一些,以后的焊接要清理干净药皮等杂物,减少夹渣或焊不透现象。具体操作还需要自己慢慢体会。
摆动要到位,要均匀的摆动,不然焊缝就不是特别好看,很可能咬边或者有很大的焊瘤

厚板立焊时,在接头两侧使用成形器具(固定式和移动式冷却块),保持熔池形状,强制焊缝成形的一种电弧焊,称为气电立焊。焊接时,通常用CO2气体保护熔池,在用自保护焊丝时可不加保护气。
焊接时,焊件处于垂直位置,焊丝连续向下送入由板材坡口面和两个水冷滑块面形成的凹槽中。电弧在焊丝和接头底部的起弧板之间引燃,焊丝和母材金属在电弧热的作用下不断熔化并流向电弧下方的熔池中。焊丝可垂直于重型接头的轴线作前后横向摆动,以使电弧热和熔敷金属分布均匀。随着电弧的上移,水冷滑块也随着上移,板材坡口面和两个水冷滑块形成的凹槽逐渐被熔化金属填充,形成焊缝。
气电立焊优点是可不开坡口焊接厚板,生产率高、成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊;与电渣焊的主要区别在于熔化金属的热量是电弧热而不是熔渣的电阻热。
气电立焊通常用于焊接较厚的低碳钢和低合金结构钢、中碳钢等材料,也可焊接奥氏体不锈钢和其它金属、合金,板材厚度在12~80mm之间较为适宜。
2100433B

立焊时,电弧自上向下进行的焊接-叫向下立焊。如:纤维素焊条向下立焊;CO2向下立焊等。立焊时,电弧自下向上进行的焊接-叫向上立焊。
如:纤维素焊条向下立焊;CO2向下立焊等。立焊时,电弧自下向上进行的焊接-叫向上立焊。焊接位置也是焊接工艺评定因素,立焊分为向上立焊和向下立焊两种。向上立焊虽然电流减少,但焊接速度也降低很多,线能量大大增加,焊接接头冲击韧性可能要变更,故需重新评定。当没有冲击试验要求时改变焊接位置不需重新评定,故焊接工艺评定试件位置通常位天平焊,在表1中接头这一类中取消面焊时的钢垫板都是次要因素,有人认为,焊接位置改变、取消面焊时的钢垫板或焊接衬垫,增加了焊接难度,因而要求重新评定,这个问题的实质是混淆了焊接工艺评定与焊工技能评定这两个概念,焊接工艺评定的目的在于评定出合格的焊接工艺,焊接接头的使用性能要符合要求;焊工考试的目的在于考出合格的焊工,能够焊出没有超标缺陷的焊缝,应当在焊工技能考试范围解决的问题不要硬拉到焊接工艺评定中去解决,能不能焊好其他位置的焊缝,能不能焊好取消钢垫板的单面焊是焊工技能问题,不能通过焊接工艺评定去解决,而要通过焊工培训提高操作技能去解决。
立焊缝(vertical welding seam),它是指在焊缝倾角在80~90度,焊缝转角在0~180度的立焊位置施焊的焊缝。焊缝利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。
它是焊缝倾角在80~90度,焊缝转角在0~180度的立焊位置施焊的焊缝。按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。未焊透的对接焊缝受力很小,而且有严重的应力集中。焊透的对接焊缝简称对接焊缝。
为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式,当间隙过大(3~6mm)时,可在V形缝及单边V形缝、I形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,除非不影响其使用,两端可留在焊件上,否则焊接完成后应切去。