螺杆压缩机
螺杆压缩机 分为单螺杆压缩机和双螺杆压缩机,最早由德国人H.Krigar于1878年提出,直到1934年瑞典皇家理工学院A.Lysholm才奠定该项技术,并开始在工业上应用,取得迅速的发展。
-

选择特殊符号
选择搜索类型
请输入搜索
螺杆压缩机 分为单螺杆压缩机和双螺杆压缩机,最早由德国人H.Krigar于1878年提出,直到1934年瑞典皇家理工学院A.Lysholm才奠定该项技术,并开始在工业上应用,取得迅速的发展。
1.可靠性高,零部件少,没有易损件,因而它运转可靠,寿命长,一般螺杆机主机头设计寿命达30年。
2.操作维护方便,自动化程度高,操作人员无需经过长时间专业培训,实现无人值守运转。
3.动力平衡性好,没有不平衡惯性力,机器可平稳地高速工作,实现无基础运转。
4.适应性强,具有强制输气的特点,容积流量几乎不受排气压力的影响,在宽广的工况范围内能保持较高的效率,在压缩机结构不做任何改动的情况下,适用于多种工况,所以易于 定型批量生产。
5.多相混输 ,转子齿面间实际上留有间隙,因而能耐液体冲击,可压送含液体的气体,含粉尘气体,易聚合气体等。
6.滑阀流量调节,不需要打回流,可以有效的降低能耗。
1.螺杆空气压缩机:主要用于空气动力领域,用于驱动各种风动工具,由于油气分离和气体净化技术的发展,也越来越多地被用于对空气品质要求非常高的应用场合,如:食品、药品及棉纺等行业,占据了许多原属无油空压机的市场。
2.螺杆工艺压缩机:用来压缩各种工艺流程中的气体,如:二氧化碳、乙烯、甲烷、氢气、天然气、火炬气等。
3.空压机改工艺用途:这一类主要是将螺杆的空气压缩机转子改造成工艺气体压缩用途,这种机型往往成本较低,而局限性非常大,只能适用与某一类气体。
1956年世界上第一台无油螺杆压缩机问世。
无油螺杆的压缩腔内介质不与润滑油接触,故被称为"无油螺杆"。因为压缩腔内是干燥的,所以也称为"干式螺杆"。由于其结构上具有"阴阳转子不接触"、"螺杆靠同步齿轮带动"、"齿轮箱油与压缩腔内液体分离"等无油螺杆的特点,所以仍然被归为无油螺杆的一类,但是在功能上缺失了干式螺杆压缩机最主要的"被压缩机气体介质不与任何其他介质接触"的特性。注入压缩腔的液体起到了润滑、密封、冷却和降低噪音的作用。当然,在"液体介质不与被压缩介质发生反应"的条件下,比起干式螺杆,喷液压缩机的成本相对较低,所以在国内的一些领域被广泛使用。
1963年世界上第一台有油螺杆压缩 机问世。
在压缩气体介质与润滑油"不发生反应"、润滑油混入介质中又能被很好的分离的前提下,工程师们研发出了有油螺杆压缩机,又名"喷油螺杆"或"注油螺杆"。注油螺杆压缩机不设置同步齿轮,压缩腔与润滑油系统联通,通常还设置了一个滑阀,这样不但能调节排气压力以适应多种工况,同时还大大降低了能耗。主机与主轴之间采用了干气密封,使得整个压缩机没有一处磨损件,唯一的消耗品就是润滑油和油滤,而润滑油以及油滤也是市面有售的普通规格,运行成本相当低。整体系统结构简单、高效、出口压力灵活可调、节能、配件耗材少等特点使得有油螺杆压缩机广受国内外客户好评。
首先,注液压缩机不同于真正的干式螺杆,它具有一个柴油或其他液体系统。喷液压缩机的设计理念是用机械密封隔离一端的压缩腔和另外一端的轴承,同步齿轮等,但是机械密封是磨损件,发生磨损后介质会泄漏到另一端的轴承、同步齿轮等位置。如果使用干气密封的话,密封个数多、密封气的消耗量较大。
其他还有"多级串联"、"喷雾螺杆"、"干湿混合型"等螺杆压缩机产品,压力和流量的适用范围比较大在很多领域都有取代活塞压缩机的势头。
世界上最好的当然是双螺杆空压机,最好的空压机一线品牌,二线品牌都是双螺杆,还有国内组装的都是双螺杆,国外根本没有单螺杆空压机制造商,只是国内上海几家厂做的,有浪潮 加力士 广东有个正力精工,单螺杆制造...
无油螺杆压缩机与有油螺杆压缩机的区别1.定义区分: 无油螺杆压缩机的转子不直接接触,相互之间存在一定的间隙,阳转子通过同步齿轮带动阴转子旋转,同步齿轮在传输动力的同时,还确保了转子间隙。所...
要从性能和寿命上评估。面对市场上各式各样不同功效的压缩机,很多用户对压缩机的选型上无法有一个确切的认识,有时候是因为对不同压缩机的功效和性能不能完全了解,而导致无法合理选型,无法选择可靠、高效、节能的...
螺杆压缩机 ,也称螺旋式压缩机,包括螺杆空气压缩机和螺杆工艺压缩机(氯乙烯压缩机等),螺杆机为容积式双螺杆喷油压缩机,一般为箱式撬装结构。
螺杆压缩机分为单螺杆压缩机和双螺杆压缩机,直到1934年瑞典皇家理工学院A.Lysholm才奠定了螺杆式压缩机SRM技术,并开始在工业上应用,取得了迅速的发展。
螺杆压缩机由一对平行、互相啮合的阴、阳螺杆构成,是回转压缩机中应用最广泛的一种。分单螺杆和双螺杆两种,通常说的螺杆压缩机指的是双螺杆压缩机。 螺杆压缩机又可有干式和湿式两种,所谓干式即工作腔中不喷液,压缩气体不会被污染,湿式是指工作腔中喷入润滑油或其它液体借以冷却被压缩气体,改善密封,并可润滑阴、阳转子和轴承,实现自身传动,再通过高精度的过滤器将压缩空气中的油或其它液体杂质除去以得到较高品质的压缩气体。干式一般用于对气体质量要求极高的场合且气量要求不大,干式螺杆结构复杂,难维护,噪音高,造价高;湿式应用广泛,结构简单,易于维护,稳定可靠,在空气动力工程中常用。

日常保养事项
1、检查空滤芯和冷却剂液位;
2、检查软管和所有管接头是否有泄漏情况;
3、检查记录,如果易耗件已经到了更换周期必须停机予以更换;
4、检查记录,当主机排气温度达到或接近98°C,必须清洗油冷却器;
5、检查记录,若发现分离器压差达到0.6BAR以上(极限1BAR)或压差开始有下降趋势时应停机更换分离芯;
6、检查冷凝水排放情况,若发现排水量太小或没有冷凝水排放,必须停机清洗水分离器。
每月保养事项
1、检查油冷却器表面,必要时予以清洗;
2、清洗后冷却器;
3、清洗水分离器;
4、检查所有电线连接情况并予以紧固;
5、检查交流接触器触头;
6、清洁电机吸风口表面和壳体表面的灰尘;
7、清洗回油过滤器。
每季度保养事项
1、主电机加注润滑脂;
2、清洁主电机和风扇电机;
3、更换冷却剂;
4、更换油过滤芯;
5、清洁油冷却器。
双螺杆主机做介绍,工作过程:齿间基元容积(即每对齿所形成的工作容积)随着转子旋转而逐步扩大,并和机器左下方的进气孔口连通,气体通过孔口进入基元容积 ,进气过程开始;转子旋转到一定角度后,齿间基元容积超过进气孔口位置后,与进气孔口断开,进气过程结束;转子转到某一角度后,两个孤立的齿间基元容积由于阳螺杆的凸齿侵入阴螺杆的凹齿,基元容积同时开始缩小,实现气体的压缩过程。直到一对基元容积与排气孔口相连通的瞬间为止;基元容积和排气孔口相连通后,排气过程开始,排气过程一直持续到两个齿完全啮合,即两个基元容积因两个转子完全啮合而等于零时。
操作
一、 运行开始前
1. 检查确认各部位的阀门是否在正确位置。
2. 检查一切防护装置和安全附件是否处于完好状态。
3. 检查润滑油面是否合乎标准。
二、 操作步骤
1. 首先按下空气干燥机"ON"按钮,然后让空气干燥机运行5分钟以上。观察干燥机是否运行正常平稳。
2. 按下空气压缩机"启动"按钮(或"*"键)。
3. 缓慢打开排气阀门至完全开启。
三、 关机
1. 按下空气压缩机"停止"按钮(或"o"键)。
2. 按下空气干燥机"OFF"按钮。
3. 关闭排气阀门。
四、 安全及注意事项
1. 当环境温度接近30摄氏度时,应打开排气扇降低室内温度。
2. 当环境温度超过30摄氏度时,应打开引风机降低室内温度。
3. 当室内噪声大于90dB时(A)时应戴防护耳罩。

1.造价高:由于螺杆机 的转子齿面是一空间曲面,需利用特制刀具在价格昂贵的专用设备上 进行加工,另外对螺杆机汽缸的加工精度也有较高要求。
2.不能用于超高压场合:由于受到转子刚度和轴承寿命等方面的限制,螺杆机只适用于低、中、高压范围,排气压力一般不超过10MPa,超高压还是由往复机占主导地位。
螺杆转子型线,在螺杆压缩机 中,最关键的是一对相互啮合的转子,转子的齿面与转子轴线垂直面得截交线称为转子型线。
转子型线对压缩机的性能有重大影响,如优耐特斯第四代型线比第三代型线效率提高近5%,对转子型线的衡量指标主要是接触线、泄露三角形、封闭容积、齿间面积。

 螺杆压缩机 (2)
螺杆压缩机 (2)
螺杆压缩机 (2)
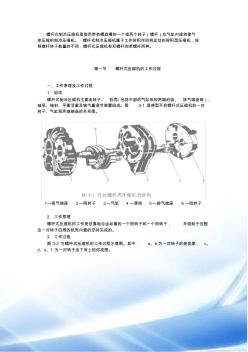
螺杆式制冷压缩机是指用带有螺旋槽的一个或两个转子(螺杆)在气缸内旋转使气 体压缩的制冷压缩机。 螺杆式制冷压缩机属于工作容积作回转运动的容积型压缩机,按 照螺杆转子数量的不同,螺杆式压缩机有双螺杆和单螺杆两种。 第一节 螺杆式压缩机的工作过程 一、工作原理及工作过程 1. 组成 螺杆式制冷压缩机主要由转子、 机壳(包括中部的气缸体和两端的吸、 排气端座等)、 轴承、轴封、平衡活塞及输气量调节装置组成。图 3-1 是典型开启螺杆式压缩机的一对 转子、气缸和两端端座的外形图。 1—吸气端座 2—阴转子 3—气缸 4—滑阀 5—排气端座 6—阳转子 2. 工作原理 螺杆式压缩机的工作是依靠啮合运动着的一个阳转子和一个阴转子, 并借助于包围 这一对转子四周的机壳内壁的空间完成的。 3. 工作过程 图 3-2 为螺杆式压缩机的工作过程示意图。其中, a、b为一对转子的俯视图, c、 d、e
无油螺杆压缩机分为无油单螺杆压缩机及无油双螺杆压缩机,公元一九六九年法国的B.zimmern先生从发明第一台高密封高效率的无油螺杆压缩机开始就意味着无油水润滑螺杆压缩机技术的诞生。这种先进的技术一经发掘就立刻被发达的西方国家定性为军工技术而长期对发展中国家进行技术封锁。进而广泛的被利用于军工制造和舰船配套。美、英、德、法等国的舰载军用无油水润滑螺杆压缩机一直在采用此项技术,这使 B.zimmern的无油螺杆压缩机技术得到了快速而又成熟的发展。
利用螺杆形转子在气缸内作回转运动来压缩和输送气体的回转压缩机。螺杆压缩机广泛应用于矿山﹑化工﹑动力﹑冶金﹑建筑﹑机械和制冷等部门。在大气压力下吸气时﹐单级的排气压力可达0.5兆帕﹔两级和三级的排气压力分别达1.2兆帕和3兆帕以上。单螺杆压缩机都是注液冷却的。工业生产中以双轴(双螺杆)的压缩机最多﹐但单轴(单螺杆)的压缩机也逐渐获得应用。
图 双螺杆压缩机 为双螺杆压缩机的结构和工作过程。两个相互啮合的螺杆(转子)螺旋面与气缸内壁构成工作容积。工作容积的大小随着转子的转动而变化﹐位置也不断向前移动﹐从而完成吸气﹑压缩和排气过程。主动阳螺杆和从动阴螺杆的齿数可以有不同的配合﹐如3对5﹑5对7﹐但最常用的是4对6的配合。转子端面型线对螺杆压缩机效率有很大影响。20世纪70年代初期﹐非对称型线取代对称圆弧型线后﹐压缩机效率提高10%。新出现的X型线等又使绝热效率提高5%左右。
双螺杆压缩机分为干式和注油式两种。干式﹕螺杆轴端装有同步齿轮﹐可保证转子间高精度啮合﹐同时使相对运动的螺杆间不接触﹐不须注油润滑﹐因而排出的气体不含润滑油。为了改善密封性﹐压缩机采用较高转速(3000~20000转/分)﹐它除用电机增速驱动外﹐还可用高速汽轮机直接驱动。 注油式﹕螺杆轴端不装同步齿轮﹐靠两螺杆直接接触传动﹐须注油润滑冷却。注油还能改善密封性﹐转速可降低到1000~3000转/分。螺杆压缩机工作噪声很大﹐中小型螺杆压缩机均采用隔声罩。2100433B
北一通是国内最早研制单螺杆压缩机厂家,76年研制出样机,当时啮合副寿命仅数十小时。该厂长期未能突破各项关键技术,曾经与美国CP公司达成引进单螺杆压缩机全套技术协议,但后来美国单方面中止了合同。北一通仅到产品样机与不齐全图纸(缺最关键螺杆与星轮图纸)。之后该厂又多方努力寻求引进,迄今毫无结果。温岭化工机械厂和苏北冷冻机厂先后与西安交大合作研制单螺杆压缩机均长期未能解决啮合副加工技术而放弃了研制工作。武汉空气压缩机厂和西安交大合作研制压喷油单螺杆空气压缩机,为86年国家科委重点项目,此外七十四所舰船用喷水单螺杆空气压缩机系国防科工委重点项目,研制情况不明。国内其他单位到北一通退休职工转让技术所生产样机,其水平在北一通之下。关键技术单螺杆压缩机生产中最大困难,即关键技术螺杆、星轮参数设计及其优化,两啮合齿面齿廓精度(加工精度和装配精度)。解决了这两个问题,就能大批量生产各种用途单螺杆压缩机。
1、螺杆和星轮参数优化星轮和螺杆啮合时,星轮工作齿面每一瞬时共轭接触线,星轮一条直母线q外,还有因二次包络而形成另一条轭接触线。这些瞬时接触线对应星轮齿一定区间的有效转角φ范围内,形成一个连续曲面S。曲面S一半母线q之上,另一半母线q之下。曲面S一大部分,只某一瞬时,即某一转角φ时,实现螺杆和星轮共轭接触。之后(或之前),它却侵入了螺杆实体而发生实体干涉。S曲面这一部分是不可用。曲面S形状及特性和啮合副参数设置有密切关系。我们面临了一个“最优化”课题,它“目标函数”是如何有效转角范围内最大限度令S曲面处可用区间,以增加星轮齿侧曲面啮合面积。有效延长啮合副寿命。
2、高精度专用机床高精度专用机床是加工优质螺杆、星轮必不可少设备,是整个项目关键,也是国外对我国封锁重点。一些专家过去认为专机传动链精度要求太高,国内不可能达到。当前数控伺服系统广泛应用情况下,制造由最短传动链和超高精度传动元件组成专机是可以实现。
3、刀具国外直线包络是单螺杆压缩机唯一型线。这种型线螺杆齿面不可展,不能用磨削方法加工。采用指形铣刀作为粗加工,车削用于精加工,是唯一可行加工方法。星轮加工是我国二十多年来一直未能解决问题。现我们从理论和实践上解决了这一难题。星轮设计中尽一切可能增加啮合副整个啮合转角区间内接触面积。我们计算到星轮齿面三维坐标和它一阶,二阶微分邻域特性,设计了高效率剃刀,可以没有理论误差条件下,加工出精密星轮齿曲面。
