螺纹测量仪
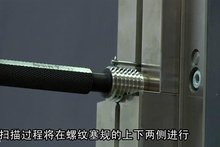
- 螺纹测量仪通过高精度气浮轴承系统驱动测针与被测螺纹接触扫描,采用进口高精度光栅测量系统记录接触扫描过程中水平和垂直方向的坐标变化记录,由计算机将二维记录数据进行合成,按螺纹参数的相关定义进行分析,计算获得螺纹的各种参数。
-

选择特殊符号
选择搜索类型
请输入搜索
| 测量方法 |
使用设备 |
优点 |
缺点 |
| 综合测量法(量规测量法) |
螺纹量规 |
效率高、便于批量检测 |
只能针对单一公差尺寸测量、无法提供测量的精确数据、人为影响大 |
| 螺纹的单项测量(量针法) |
测长机、千分尺 |
三针测量外螺纹中径,精度可达4~8um |
只能测量单一参数 |
| 影像法 |
万能工具显微镜 |
单次测量可测出多个参数 |
只能测量外螺纹,且对螺纹表面质量要求高 |
| 激光三角测量法 |
激光干涉仪 |
单次测量可测出多个参数 |
受螺纹表面质量、牙型角、外界环境等因素的影响,且测量仪成本较高 |
| 三坐标测量仪 |
三坐标 |
单次测量可测出多个参数 |
测量头结构偏大,对小螺纹和内螺纹的测量有局限性,且测量仪成本较高 |
| 接触扫描式 |
螺纹测量仪 |
单次测量可测出多个参数,测量精度高、速度快、范围广,可测量小螺纹和内螺纹,是最好的螺纹测量方法 |
/ |
| 外尺寸测量范围mm |
0~50 |
1.0~90 |
1.0~150 |
||
| 内尺寸测量范围mm |
2.5~60 |
2.5~100 |
2.5~160 |
||
| 最大扫描范围mm |
25 |
60 |
60 |
||
| 最小螺距mm |
0.1 |
0.1 |
0.1 |
||
| 仪器重量kg |
180 |
190 |
200 |
||
| 测量不确定度 |
|||||
| 圆柱螺纹环规或锥型螺纹环规(10 mm以上小径,牙型半角≥27°) |
|||||
| 小径μm |
2.0 L/200 |
3.0 L/200 |
3.0 L/200 |
||
| 实际螺纹中径μm |
2.0 L/200 |
3.0 L/200 |
3.0 L/200 |
||
| 螺距μm |
0.75 L/200 |
0.75 L/200 |
0.75 L/200 |
||
| 圆柱螺纹环规或锥型螺纹环规(2.5~10 mm小径,牙型半角≥27°) |
|||||
| 小径μm |
2.5 L/200 |
3.0 L/200 |
3.0 L/200 |
||
| 实际螺纹中径μm |
2.5 L/200 |
3.0 L/200 |
3.0 L/200 |
||
| 螺距μm |
0.75 L/200 |
0.75 L/200 |
0.75 L/200 |
||
| 圆柱螺纹塞规或锥型螺纹塞规(1mm上大径,牙型半角≥27°) |
|||||
| 大径μm |
1.5 L/200 |
2.5 L/200 |
2.5 L/200 |
||
| 实际螺纹中径μm |
1.5 L/200 |
2.5 L/200 |
2.5 L/200 |
||
| 螺距μm |
0.75 L/200 |
0.75 L/200 |
0.75 L/200 |
||
| 光面圆柱环规或锥型光面规(直径10mm以上) |
|||||
| 光面环规直径μm |
0.7 L/200 |
1.5 L/200 |
1.5 L/200 |
||
| 光面塞规直径μm |
0.7 L/200 |
1.5 L/200 |
1.5 L/200 |
||
| 光面圆柱环规或锥型光面规(直径1~10 mm ) |
|||||
| 光面环规直径μm |
1.5 L/200 |
2.0 L/200 |
2.0 L/200 |
||
| 光面塞规直径μm |
1.5 L/200 |
2.0 L/200 |
2.0 L/200 |
||
仪器包括光栅传感器、气浮轴承系统、测控箱、检定夹具、检定软件、工业计算机和打印机。
螺纹测量仪采用计量光栅尺作为长度标准,采用工业计算机进行控制。计算机在用户点击“开始检定”后,会根据用户选择被测螺纹的标准和输入被测螺纹的参数值、检测量程等信息后,向控制箱的微处理器发出相应控制指令;测控箱收到指令后,自动控制微型直流电机精确驱动测针与被测螺纹接触扫描,由光栅测量系统记录接触扫描过程中水平和垂直方向的坐标变化记录,形成检定记录和结论,保存到数据库并供客户进行报告打印。

探路者
一、常用的测量方法梯形螺纹的测量与三角螺纹的测量方法相同,可用综合测量法、三针测量法和齿厚测量法。(1)综合测量法用标准螺纹环规综合测量。(2)三针测量法这种方法是测量螺纹中径的一种比较精密的方法,适...
1、卡尺千分尺量螺纹外径,卡尺量内螺纹小径,牙距样板尺测螺距,对照螺纹尺寸规格书确定;验证螺纹用通止规测量。2、在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为...

 三爪卡盘平面螺纹精度动态测量仪
三爪卡盘平面螺纹精度动态测量仪
三爪卡盘平面螺纹精度动态测量仪
介绍了该仪器的结构、特点及工作原理、通过实例说明了仪器在生产实际中的应用。
牵伸下罗拉内外螺纹跳动测量仪的开发与使用
牵伸下罗拉内外螺纹跳动测量仪的开发与使用
根据棉纺环锭细纱机牵伸下罗拉内、外螺纹中径跳动量水平对罗拉连接跳动量的影响,提出罗拉内、外螺纹中径跳动量水平的控制方法,设计开发了罗拉内、外螺纹中径跳动测量仪;该测量仪适用大批量制造罗拉的企业,其价格低廉、操作简单,其使用将为有效提高罗拉制造的整体质量水平提供条件,值得推广。
仪器包括光栅传感器、气浮轴承系统、测控箱、检定夹具、检定软件、工业计算机和打印机。
螺纹测量仪采用计量光栅尺作为长度标准,采用工业计算机进行控制。计算机在用户点击"开始检定"后,会根据用户选择被测螺纹的标准和输入被测螺纹的参数值、检测量程等信息后,向控制箱的微处理器发出相应控制指令;测控箱收到指令后,自动控制微型直流电机精确驱动测针与被测螺纹接触扫描,由光栅测量系统记录接触扫描过程中水平和垂直方向的坐标变化记录,形成检定记录和结论,保存到数据库并供客户进行报告打印。