木材高速螺旋式玉米铣刀结构如图1所示,该玉米铣刀主要由刀身、刀片、刀座和碟形弹簧组成。其中刀尖处直径在φ160~240mm之间,本刀具取φ200mm,刀身圆周面上沿周向均匀分布有2~6排等宽螺旋阶梯槽,本刀具取3排,形成的螺旋角为5°~15°,考虑到相同螺旋槽内相邻刀具的间隙可能在木材上留下刀痕,因此将相邻螺旋槽在刀身轴向上错开分布。刀片数量过少会使切削力过大,而刀片数量过多又会增加加工难度,因此在该玉米铣刀每排螺旋槽沿轴向上均布6~10个刀片槽,本刀具取6片。刀片通过刀片座固定在刀身的刀片槽内,刀片前角一般在20°~-26°之间,后角在9°~13°之间,考虑到切削力和切削温度等因素的影响,对刀片的前角和后角分别取优化值24°和11°[7-9],刀片座的底部与刀身的刀片槽之间安装蝶形弹簧。每一个刀片都相当于一个“玉米粒”,刀体转动时成螺旋状分布的刀片便随着刀体转动,从而达到逐步、均匀地切削木材的目的。
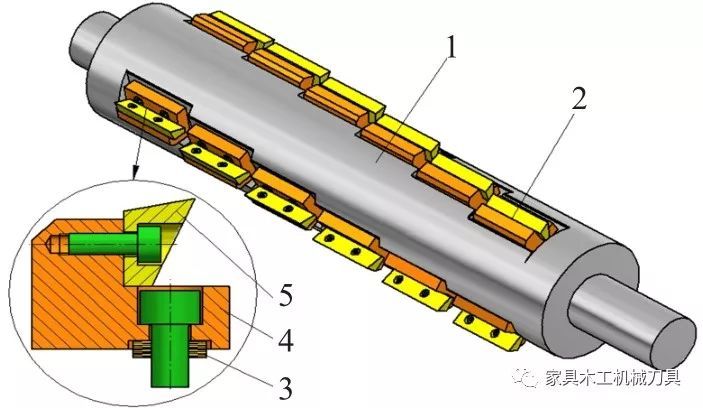
图1 玉米铣刀结构图
Fig.1 Corn milling cutter structure
1.刀身;2.刀具;3.碟形弹簧;4.刀座;5.刀片
1.Cutter body;2.Tool group;3.Disk spring;4.Tool holder;5.Cutter tool
在这里输入你的内容,注意不要用退格键把所有文字删除,请保留一个或者用鼠标选取后直接输入,防止格式错乱。
该玉米铣刀有以下特点:
①刀尖处直径在φ160~240mm之间,可实现高线速度切削;
②在刀身上加工阶梯状的刀片槽,可实现刀片逐刃切削,切削时可减小刀片的切削力,提高玉米铣刀的切削精度;
③刀具采用刀座和刀片组合结构,便于刀片的拆装;
④刀座下方安装有碟形弹簧,其在刀座螺钉松动的情况下可将刀片托起,起到调节高度的作用,可弥补刀片的磨损,提高刀具材料的利用率。
玉米铣刀的优化
在进行设计时将刀身掏空以减轻质量;减小刀片和刀座体积,增加刀片数量,以进一步减小切削力,同时也使切削更加平稳;另外还将端盖轴与刀身采用组合式连接,以便于拆装。优化后的玉米铣刀如图3所示,其主要包括刀身、刀具、配重拉杆和配重端盖。
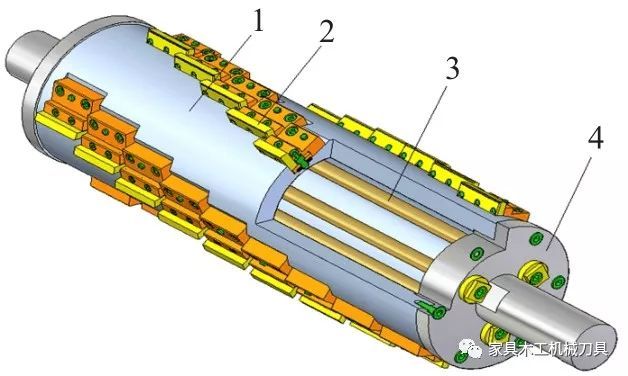
图3 优化后的玉米铣刀
Fig.3 Corn milling cutter after optimization
1.刀身;2.刀具;3.配重拉杆;4.配重端盖
1.Cutter body;2.Tool group;3.Counterweight rod;4.Counterweight cover
优化设计后的玉米铣刀与初步设计玉米铣刀的不同之处有:①刀身内部采用中空结构,以降低玉米铣刀的质量,同时增加配重端盖,在该配重端盖上装有2~4个配重拉杆,以提高玉米铣刀的整体刚度。②刀片通过螺钉固定在刀架上,松开螺钉即可以调节刀片的上下位置,在需要刃磨时也可以直接将刀片拆下;刀架通过螺钉固定在刀身的阶梯槽中,刀架下方压有刀座,刀座上方支撑着刀片,下方安装有处于压缩状态的碟形弹簧,弹簧在调节螺钉松开的情况下可以托起刀座和刀片,实现刀片的上调(上调范围2~5mm),以弥补刀具切削过程的磨损。③为防止同排刀片之间存在间隙,无法保证此处所加工产品的粗糙度等级,刀片槽采用了8、9、8、9的插空排列,以填补前排切削的空隙。
在Solid edge中重新输入玉米铣刀各部分的材料,计算得到优化后的玉米铣刀总质量为43.5kg。
对优化后的玉米铣刀重新计算切削力,切削宽度b由85mm改为50mm,采用式(1)计算可以得到横向切削的切削力为988.86N,端向切削的切削力为509.3N。可见优化后的玉米铣刀所受的切削力已经减少到原来的二分之一以下。切削力最大的工况依然是横向切削力988.86N,将此结果加载在计算模型上,经整理得到各工况的计算结果见表3,安全系数计算方法同表2。
优化后玉米铣刀的应力计算结果
Table 3 The corn milling cutter stress analysis results after optimization
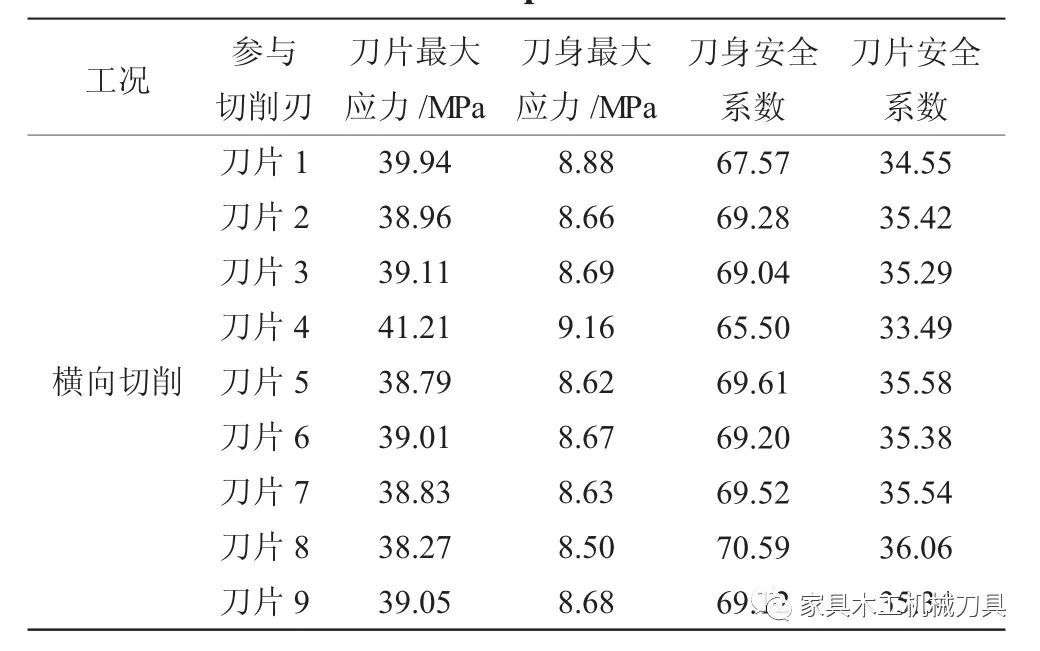
从表可以看出,刀身受切削力的影响依然很小,刀片所受应力与表2相比增加了2~3倍,最大应力值达到了41.21MPa,但仍能满足强度要求,而且安全系数也下降到原来的二分之一,在33~70之间。
结论:
(1)设计的玉米铣刀形似“玉米”,其刀尖处直径在φ160~240mm之间,刀身沿周向均布有2~6排螺旋式阶梯槽,其内部为中空结构,在轴向上,相邻螺旋槽错开分布,形成的螺旋角为5°~15°,沿刀身旋转轴方向,各螺旋槽上均布有6~10个刀片槽。
(2)刀具采用组合结构,刀片前角一般在20°~26°之间,后角在9°~13°之间,刀具下安装有可调高的碟形弹簧,其调节范围为2~5mm,用于实现刀片磨损的补偿。
(3)优化前的刀具质量105kg,刀身和刀片安全系数分别达到了400和300;优化后刀具质量降至43.5kg,安全系数降到33~70之间,满足强度要求。另外刀身螺旋槽由3排增加到4排,刀片数量由每排6片优化为两排8片和两排9片,刀宽也由85mm降为50mm,切削力显著降低。
来源:木材高速螺旋式玉米铣刀的设计与优化
作者:李先林,陈蕾,王笑玉,赵刘理达,柯清禅,徐道春
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者
取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。

 油气管道螺旋钢管制造中的包申格效应
油气管道螺旋钢管制造中的包申格效应