螺柱焊焊接技术及其应用
- 《螺柱焊焊接技术及其应用》是2009年机械工业出版社出版的图书,作者是张义。
-

选择特殊符号
选择搜索类型
请输入搜索
本书是一本涉及螺柱焊工艺、设备及应用的专业著作,可作为相关焊接工程师必备的工具书,大专院校焊接专业教学科研参考书,以及从事螺柱焊接工程的技术人员和高级技工培训教育参考书。
序
编写说明
第1章 绪论
第2章 电弧螺柱焊
第3章 电容放电螺柱焊
第4章 拉弧式电容放电螺柱焊
第5章 短周期螺柱焊
参考文献
……2100433B
书 名: 螺柱焊焊接技术及其应用
作 者:张义
出版社: 机械工业出版社
出版时间: 2009年10月
ISBN: 9787111279778
开本: 16开
定价: 38.00 元
螺柱焊(stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥...
螺柱焊(stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥...
手工焊接是传统的焊接方法,虽然批量电子产品生产已较少采用手工焊接了,但对电子产品的维修、调试中不可避免地还会用到手工焊接。焊接质量的好坏也直接影响到维修效果。手工焊接是一项实践性很强的技能,在了解一般...

 DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
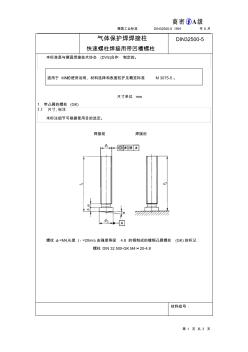
德国工业标准 DIN32500-5 1991 年 6月 第 1 页 共 3 页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 DIN32500-5 本标准是与德国焊接技术协会 (DVS)合作 制定的。 适用于 MN的使用说明、材料选择和表面防护见概览标准 M 3075-5 。 尺寸单位 mm 1 带凸肩的螺柱 (GK) 1.1 尺寸 ,标注 未标注细节可根据使用目的选定。 焊接前 焊接后 螺纹 d1=M4,长度 l 1 =20mm,由强度等级 4.8 的钢制成的镀铜凸肩螺柱 (GK)的标记: 螺柱 DIN 32 500-GK M4×20-4.8 材料组号: 德国工业标准 DIN32500-5 1991 年
 电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为GB/T10433—2002。
公司介绍
永创天成螺柱焊接技术(北京)有限公司总部位于北京中关村科技园,核心业务是向中国用户提供具有国际先进水平的螺柱焊接生产整体解决方案(Stud-welding Production Solution,英文缩写为SPS)。公司是国家高新技术企业 。
目前,永创企业共有员工约100人,分别工作在永创旗下的3间公司,它们是北京永创工贸有限公司,上海禾骏焊接技术有限公司和嘉兴永创螺柱焊接有限公司。北京永创和上海禾骏是销售、客户服务与焊接自动化工程公司,嘉兴永创是自动化螺柱焊接系统和焊接螺柱的制造公司。
成立10年以来,永创公司始终以提高用户螺柱焊接生产效率和质量,降低用户生产成本为己任,潜心于世界先进螺柱焊接技术在各个行业的应用实践,并不断推出极具实用价值的新产品和配套服务,我们称之为“永创用户增值服务”。
我们的工作得到广大中国制造企业的认可和支持,很多行业的领导企业成为我们的用户。这些企业包括:哈尔滨锅炉制造有限公司,沈阳金杯汽车有限公司,长春汽车冲压件厂,北京戴姆斯勒-奔驰汽车有限公司,北京巴布科克"para" label-module="para">
永创公司是一家有深厚国际和国内技术资源的公司。我们是德国K"para" label-module="para">
随着嘉兴永创螺柱焊接有限公司的建成投产,标志着永创公司在螺柱焊接领域进入了新的发展阶段。目前,嘉兴永创的产品已经批量出口美国主流市场。我们对国内客户的服务能力也有了长足的提高。
面向未来,永创公司的目标是成为一家具有深层国际竞争力的螺柱焊接专业技术和制造企业。我们相信,广大的客户一定会在我们努力实现这个目标的过程中得到越来越有价值的产品和服务。
从长期的角度看,永创公司提供的螺柱焊接生产整体解决方案(SPS)将是相关行业专业用户的首选。
本书包括中弧螺柱焊的方法和特点,螺柱材料和母材的组合方案。介绍了焊接过程有其影响参数,螺柱焊结构的设计和生产提示,焊接工艺参数的选择和检验,新型螺柱焊机和工艺装备的性能等。讲述了螺柱焊的缺陷和校正方法、焊接生产过程控制、螺柱焊劳动保护和设备安全以及工艺装备保养。介绍了螺柱焊在工业领域中生产实践的先进技术和发展趋势以及套筒磁控旋弧焊工艺和应用等。
本书的数据资料取自ISO标准和相关公司的实践,将会对螺柱焊在我国扩大应用起到积极的推动作用。
本书可供从事电弧螺柱焊的设计、科研、生产人员和高校金属材料,焊接工程专业师生参考使用。
第1章 螺柱焊的方法和特点
1 螺柱焊的方法
2 螺柱焊的特性参数
3 螺柱焊的特点
第2章 螺柱焊的金属材料和辅助材料
1 金属材料的可焊性
2 适合螺柱焊螺柱材料和母材组合可焊性
3 由非合金钢制成的螺柱焊
4 非合金钢和合金钢制成的螺柱焊
5 异种金属的组合螺柱焊
6 铝螺柱焊
7 辅助材料的种类和作用
第3章 螺柱焊过程及其影响参数
1 螺柱焊的焊接电流
2 螺柱焊的电弧
3 电弧偏吹和补救方法
4 焊透形状及其重要性
5 螺柱焊的冷却过程
6 非合金钢螺柱焊时生成的气孔
第4章 螺柱焊结构设计和生产提示
1 一般知识
2 螺柱焊结构设计基础
3 用陶瓷环或气体保护拉弧螺柱焊
4 电容放电螺柱焊
5 避免带涂层钢钣的焊接飞溅和熏黑的斑痕
第5章 螺柱焊不同焊接方法的工艺参数
第6章 螺柱焊工艺说明书的制订
第7章 螺柱焊焊接工艺检验
第8章 螺柱焊设备和工艺装备
第9章 螺柱焊的缺陷的校正方法
第10章 螺柱焊生产过程质量控制
第11章 对螺柱焊操作人员的要求
第12章 螺柱焊的劳动保护和设备安全及工艺装备的保养
第13章 螺柱焊在工业领域中的应用和发展趋势
第14章 套筒磁控旋弧焊工艺和应用
附录 ISO13918 1998用于电弧焊螺柱的尺寸和质量
参考文献
标准