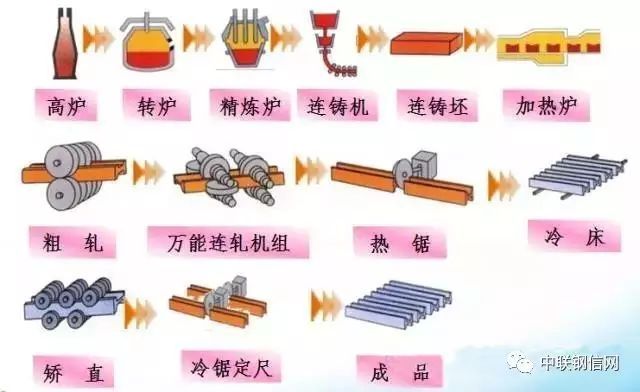
某厂的离心球铁管生产工艺流程文献

 离心铸造球铁管缩沟缺陷的研究
离心铸造球铁管缩沟缺陷的研究
离心铸造球铁管缩沟缺陷的研究
对离心铸造球铁管缩沟试样进行金相、光谱检验,对比分析认为,硅严重偏析是缩沟形成的主要原因,为减少或消除缩沟缺陷明确了努力方向。分析得出,铸管"掉头"缺陷与"缩沟"缺陷不是同一类缺陷,"掉头"属于裂纹缺陷。
用地方生铁生产离心铸造球铁管
用地方生铁生产离心铸造球铁管
用地方生铁生产离心铸造球铁管
 一、事故前、后的运行状况 全厂总有功 1639MW,#1机有功:544MW;#2机小修中;#3机停备;#4机有功:545MW;#5机有功:550 MW;托源一线、托源二线、托源三线运行;500kV双母线运行、500kV #1 联变、#2联变运行;500kV第一串、第二串、第三串、第四串、第五串全部正常方式运行。 事故时各开关动作情况:5011分位, 5012分位, 5013在合位 ,5021合位,5222分位,5023合位,5031、5032、5033开关全部合位,5041、5042、5043开关全部分位, 5051、5052、5053开关全部分位;5011、5012、5022、5023、5043有单相和两相重合现象。 10月25日13时52分55秒“500KVⅠBU RK OPEN”、“GE RK OPEN”软报警,#1机组甩负荷,转速上升;发电机跳闸、汽机跳闸、炉MFT。发变组A屏87G动作,发电机差动、过激磁报警,厂用电切换成功;#4机组13时53 分,汽机跳闸、发电机跳闸、锅炉MFT动作。发跳闸油压低、定冷水流量低、失全部燃料.检查主变跳闸,起备变失电,快切装置闭锁未动作,6KV厂用电失电,各低压变压器高低压侧开关均未跳开,手动拉开;#5机组13时53分,负荷由547MW降至523MW后,14秒后升至596MW协调跳。给煤机跳闸失去燃料MFT动作。维持有功45MW,13时56分汽包水位高,汽轮发电机跳闸,厂用电失去,保安电源联启。 经过事故调查技术组初步确定事故原因和现场设备试验后,确认主设备没有问题机组可以运行后,经请示网调许可,#4机组于26日16时43分并网,#5机组于28日15时09分并网,#1机组于28日15时15分并网。二、事故经过
一、事故前、后的运行状况 全厂总有功 1639MW,#1机有功:544MW;#2机小修中;#3机停备;#4机有功:545MW;#5机有功:550 MW;托源一线、托源二线、托源三线运行;500kV双母线运行、500kV #1 联变、#2联变运行;500kV第一串、第二串、第三串、第四串、第五串全部正常方式运行。 事故时各开关动作情况:5011分位, 5012分位, 5013在合位 ,5021合位,5222分位,5023合位,5031、5032、5033开关全部合位,5041、5042、5043开关全部分位, 5051、5052、5053开关全部分位;5011、5012、5022、5023、5043有单相和两相重合现象。 10月25日13时52分55秒“500KVⅠBU RK OPEN”、“GE RK OPEN”软报警,#1机组甩负荷,转速上升;发电机跳闸、汽机跳闸、炉MFT。发变组A屏87G动作,发电机差动、过激磁报警,厂用电切换成功;#4机组13时53 分,汽机跳闸、发电机跳闸、锅炉MFT动作。发跳闸油压低、定冷水流量低、失全部燃料.检查主变跳闸,起备变失电,快切装置闭锁未动作,6KV厂用电失电,各低压变压器高低压侧开关均未跳开,手动拉开;#5机组13时53分,负荷由547MW降至523MW后,14秒后升至596MW协调跳。给煤机跳闸失去燃料MFT动作。维持有功45MW,13时56分汽包水位高,汽轮发电机跳闸,厂用电失去,保安电源联启。 经过事故调查技术组初步确定事故原因和现场设备试验后,确认主设备没有问题机组可以运行后,经请示网调许可,#4机组于26日16时43分并网,#5机组于28日15时09分并网,#1机组于28日15时15分并网。二、事故经过 化学运行人员韦某等人在进行0.4kV C段母线倒闸操作时,操作到母联开关摇至“实验”位的操作项时,发现母联开关“分闸”储能灯均不亮,联系维护项目部的冯某处理,13点40分左右维护冯某在运行人员的陪同下检查给排水泵房0.4kV C段母联开关的指示灯不亮的缺陷,该母联开关背面端子排上面有3个电源端子排(带熔断器RT14-20),其排列顺序为直流正、交流电源(A)、直流负,由于指示灯不亮冯某怀疑是电源有问题并且不知道中间端子是交流,于是用万用表(直流电压档)测量三个端子中间的没有电(实际上此线为交流电,此方式测量不出电压),其它两个端子有电,于是冯某简单认为缺陷与第二端子无电有关,于是便用外部短路线将短路线(此线在该处线把内悬浮两端均未接地)一端插接到第三端子上(直流负极),另一端插到第二端子上(交流A)以给第二端子供电并问运行人员盘前指示灯是否点亮,结果还是不亮(实际上这时已经把交流电源同入网控的直流负极,造成上述各开关动作,#1、#4机组同时跳闸,#5机组随后跳闸),冯某松开点接的第二端子时由于线的弹性,该线头碰到第一端子(直流正极)造成直流短路引起弧光将端子排烧黑,冯某将端子排烧黑地方简单处理一下准备继续检查,化学运行人员听到有放电声音,并走近看到有弧光迹象便立即要求冯某停止工作,如果进行处理必须办理工作票,此时化学运行人员接到有机组跳闸的信息,便会同维护人员共同回到化学控制室。
化学运行人员韦某等人在进行0.4kV C段母线倒闸操作时,操作到母联开关摇至“实验”位的操作项时,发现母联开关“分闸”储能灯均不亮,联系维护项目部的冯某处理,13点40分左右维护冯某在运行人员的陪同下检查给排水泵房0.4kV C段母联开关的指示灯不亮的缺陷,该母联开关背面端子排上面有3个电源端子排(带熔断器RT14-20),其排列顺序为直流正、交流电源(A)、直流负,由于指示灯不亮冯某怀疑是电源有问题并且不知道中间端子是交流,于是用万用表(直流电压档)测量三个端子中间的没有电(实际上此线为交流电,此方式测量不出电压),其它两个端子有电,于是冯某简单认为缺陷与第二端子无电有关,于是便用外部短路线将短路线(此线在该处线把内悬浮两端均未接地)一端插接到第三端子上(直流负极),另一端插到第二端子上(交流A)以给第二端子供电并问运行人员盘前指示灯是否点亮,结果还是不亮(实际上这时已经把交流电源同入网控的直流负极,造成上述各开关动作,#1、#4机组同时跳闸,#5机组随后跳闸),冯某松开点接的第二端子时由于线的弹性,该线头碰到第一端子(直流正极)造成直流短路引起弧光将端子排烧黑,冯某将端子排烧黑地方简单处理一下准备继续检查,化学运行人员听到有放电声音,并走近看到有弧光迹象便立即要求冯某停止工作,如果进行处理必须办理工作票,此时化学运行人员接到有机组跳闸的信息,便会同维护人员共同回到化学控制室。  1、技术组专家通过对机组跳闸的各开关动作状态及相关情况进行综合分析,初步推断为直流系统混入交流电所致。经在网控5052开关和5032开关进行验证试验。试验结果与事故状态的开关动作情况相一致。确定了交流串入直流系统是造成此次事故的直接(技术)原因。2、维护人员工作没有携带端子排接线图,对端子排上的接线方式不清楚,危险点分析不足、无票作业,凭主观想象,随意动手接线,是造成此次事故的直接原因。四、事故暴露的主要问题:1、检修公司工作人员检修安全及技术工作不规范,技术水平低,在处理给排水泵房0.4kV C段母联开关的指示灯不亮的缺陷时,使用万用表的直流电压挡测量接线端子的交流量,并短接端子排接线,使交流接入网控直流控制回路,最终造成此次事故。2、检修公司的安全管理、技术管理存在漏洞,工作人员有规不循,安全意识薄弱,检查缺陷时未开工作票,没有监护人,对检修工作中的危险点分析有死角;对设备系统不熟悉,在二次回路上工作未带图纸核对,人员培训存在差距。检修公司安全生产责任制落实存在盲点。3、电厂在对外委单位管理存在差距,对外委单位工作人员的安全及技术资质审查不力,未尽到应有的职责对其进行必要的安全教育培训,对外委单位人员作业未严格把关,未严格执行生产上的相关规定。4、直流系统设计不够完善。此接线端子的直流电源由500kV#1网控的直流电源供给,网控直流接引到外围设备(多台机组、网控保护直流与外围附属设备共用一套直流系统),交直流端子交叉布置并紧挨在一起,存在事故隐患,使得直流系统的本质安全性差,抵御直流故障风险的能力薄弱。5、电厂在盘柜接线不合理以及遗留短接线等问题未及时发现并未及时治理,反映出设备管理不到位。虽然已经制定了防止500kV系统全停的措施并下发,对交直流不能混用的问题已经列为治理项目,但工作责任分解还未完成,未将生产现场所有可能引起交流串入直流的具体检修作业点进行分析,反映出基础工作薄弱。6、在运行人员带领下维护人员检查确认缺陷时,运行人员对维护人员的工作行为没有起到监督作用,运行人员对电气专业工作规范不清楚,对管辖设备基本工作状态不清,充分说明运行人员的自身学习与培训教育工作不到位。五、应吸取的教训和采取的措施1、电厂对在生产、基建现场直流系统进行摸底检查,从设计、安装、试验、检修管理上查清目前全厂直流系统的状况,分系统、分等级对交流可能串入直流系统及造成的影响进行危险点分析及预控制,制定出涉及在直流系统上工作的作业指导书。2、交直流电源在同一盘柜中必须保证安全距离、隔离措施到位,交流在上,直流在下,且有明显提示标志,能立即改造的及时进行改造,不能改造的做清标记、作好记录,避免交流串入直流。组织所有电气和热工人员包括外来维护人员、运行人员,认真学习交流串入直流回路造成保护动作的机理和危害的严重性,要大力宣传保证直流系统安全的重要性和严肃性。3、加强直流系统图册管理,必须做到图纸正确、完整,公司、部门、班组要按档案管理的标准存档,有关作业人员要人手一册。4、凡是在电气二次或热工、热控系统回路上的工作,必须使用图纸,严格对照图做工作,没有图纸严禁工作,违者按“违章作业”给予处罚。5、在热工和电气二次回路上工作(包括检查),必须办理工作票,做好危险点分析预防措施,在现场监护下工作。进行测量、查线、倒换端子等二次系统工作,逐项监护,防止出错。6、加强检修电源的使用和管理。在保护室、电子间、控制盘、保护柜等处接用临时工作电源时必须经公司审批措施到位后方可使用。在上述区域任何施工用电一律从试验电源插座取用,工作票上要注明电源取自何处。7、检查各级直流保险实际数值的正确性,接触的良好性,真正做到逐级依次向下,防止越级熔断,扩大事故。8、对网控等主机保护直流接到外围设备的情况进行排查,发现问题要安排整改。9、各单位、部门再次检查安全生产责任制是否完善、每一项工作、每台设备是否都已明确到人,尤其公用外围系统化学、输煤、除灰、水厂等系统的管理,避免存在死角。10、电厂各部门加强对外委单位(包括短期的小型检修、施工、长期的检修维护、运行支持)的全过程管理,对外委单位安全及技术资质、对其作业的安全措施、人员的安全技术水平进行严格审查,进行必要的安全教育培训并要求其考试合格后上岗。各部门严格履行本部门、本岗位在外委单位安全管理的职责。不能以包代管,以问代考。对其安全及技术资质一定要进行严格审查,并进行必要的安全教育培训及考核。同时对于每一项外包工程作业,必须派出专职的安全监护人员,全程参与其作业过程。11、要严格履行两票管理规定,杜绝人员违章,从危险预想、写票、审票、布置安全措施、工作票(操作票)执行等各环节严格把关,严禁以各种施工通知、文件、措施来代替必要的工作票制度,严禁任何人员无票作业或擅自扩大工作范围。对五防闭锁装置进行一次逻辑疏理,发现问题及时整改。对于这次三台机组跳闸事故处理的详细情况待事故调查结束,形成正式报告后另行下发。
1、技术组专家通过对机组跳闸的各开关动作状态及相关情况进行综合分析,初步推断为直流系统混入交流电所致。经在网控5052开关和5032开关进行验证试验。试验结果与事故状态的开关动作情况相一致。确定了交流串入直流系统是造成此次事故的直接(技术)原因。2、维护人员工作没有携带端子排接线图,对端子排上的接线方式不清楚,危险点分析不足、无票作业,凭主观想象,随意动手接线,是造成此次事故的直接原因。四、事故暴露的主要问题:1、检修公司工作人员检修安全及技术工作不规范,技术水平低,在处理给排水泵房0.4kV C段母联开关的指示灯不亮的缺陷时,使用万用表的直流电压挡测量接线端子的交流量,并短接端子排接线,使交流接入网控直流控制回路,最终造成此次事故。2、检修公司的安全管理、技术管理存在漏洞,工作人员有规不循,安全意识薄弱,检查缺陷时未开工作票,没有监护人,对检修工作中的危险点分析有死角;对设备系统不熟悉,在二次回路上工作未带图纸核对,人员培训存在差距。检修公司安全生产责任制落实存在盲点。3、电厂在对外委单位管理存在差距,对外委单位工作人员的安全及技术资质审查不力,未尽到应有的职责对其进行必要的安全教育培训,对外委单位人员作业未严格把关,未严格执行生产上的相关规定。4、直流系统设计不够完善。此接线端子的直流电源由500kV#1网控的直流电源供给,网控直流接引到外围设备(多台机组、网控保护直流与外围附属设备共用一套直流系统),交直流端子交叉布置并紧挨在一起,存在事故隐患,使得直流系统的本质安全性差,抵御直流故障风险的能力薄弱。5、电厂在盘柜接线不合理以及遗留短接线等问题未及时发现并未及时治理,反映出设备管理不到位。虽然已经制定了防止500kV系统全停的措施并下发,对交直流不能混用的问题已经列为治理项目,但工作责任分解还未完成,未将生产现场所有可能引起交流串入直流的具体检修作业点进行分析,反映出基础工作薄弱。6、在运行人员带领下维护人员检查确认缺陷时,运行人员对维护人员的工作行为没有起到监督作用,运行人员对电气专业工作规范不清楚,对管辖设备基本工作状态不清,充分说明运行人员的自身学习与培训教育工作不到位。五、应吸取的教训和采取的措施1、电厂对在生产、基建现场直流系统进行摸底检查,从设计、安装、试验、检修管理上查清目前全厂直流系统的状况,分系统、分等级对交流可能串入直流系统及造成的影响进行危险点分析及预控制,制定出涉及在直流系统上工作的作业指导书。2、交直流电源在同一盘柜中必须保证安全距离、隔离措施到位,交流在上,直流在下,且有明显提示标志,能立即改造的及时进行改造,不能改造的做清标记、作好记录,避免交流串入直流。组织所有电气和热工人员包括外来维护人员、运行人员,认真学习交流串入直流回路造成保护动作的机理和危害的严重性,要大力宣传保证直流系统安全的重要性和严肃性。3、加强直流系统图册管理,必须做到图纸正确、完整,公司、部门、班组要按档案管理的标准存档,有关作业人员要人手一册。4、凡是在电气二次或热工、热控系统回路上的工作,必须使用图纸,严格对照图做工作,没有图纸严禁工作,违者按“违章作业”给予处罚。5、在热工和电气二次回路上工作(包括检查),必须办理工作票,做好危险点分析预防措施,在现场监护下工作。进行测量、查线、倒换端子等二次系统工作,逐项监护,防止出错。6、加强检修电源的使用和管理。在保护室、电子间、控制盘、保护柜等处接用临时工作电源时必须经公司审批措施到位后方可使用。在上述区域任何施工用电一律从试验电源插座取用,工作票上要注明电源取自何处。7、检查各级直流保险实际数值的正确性,接触的良好性,真正做到逐级依次向下,防止越级熔断,扩大事故。8、对网控等主机保护直流接到外围设备的情况进行排查,发现问题要安排整改。9、各单位、部门再次检查安全生产责任制是否完善、每一项工作、每台设备是否都已明确到人,尤其公用外围系统化学、输煤、除灰、水厂等系统的管理,避免存在死角。10、电厂各部门加强对外委单位(包括短期的小型检修、施工、长期的检修维护、运行支持)的全过程管理,对外委单位安全及技术资质、对其作业的安全措施、人员的安全技术水平进行严格审查,进行必要的安全教育培训并要求其考试合格后上岗。各部门严格履行本部门、本岗位在外委单位安全管理的职责。不能以包代管,以问代考。对其安全及技术资质一定要进行严格审查,并进行必要的安全教育培训及考核。同时对于每一项外包工程作业,必须派出专职的安全监护人员,全程参与其作业过程。11、要严格履行两票管理规定,杜绝人员违章,从危险预想、写票、审票、布置安全措施、工作票(操作票)执行等各环节严格把关,严禁以各种施工通知、文件、措施来代替必要的工作票制度,严禁任何人员无票作业或擅自扩大工作范围。对五防闭锁装置进行一次逻辑疏理,发现问题及时整改。对于这次三台机组跳闸事故处理的详细情况待事故调查结束,形成正式报告后另行下发。