磨齿文献

 磨齿余量不均原因及改善措施
磨齿余量不均原因及改善措施
磨齿余量不均原因及改善措施
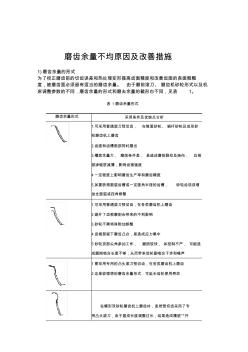
磨齿余量不均原因及改善措施 1)磨齿余量的形式 为了校正磨齿前的切齿误差和热处理变形提高齿面精度和改善齿面的表面粗糙 度,被磨齿面必须留有适当的磨齿余量。 由于磨前滚刀、 磨齿机砂轮形式以及机 床调整参数的不同.磨齿余量的形式和磨去余量的截形也不同,见表 1。 表 1磨齿余量形式 磨齿余量形式 采用条件及优缺点分析 1.可采用普通滚刀预切齿, 在锥面砂轮、 蜗杆砂轮及成形砂 轮磨齿机上磨齿 2.齿面和齿槽根部同时磨出 3.槽底余量大, 磨削条件差, 易造成磨削裂纹及烧伤, 且根 部渗碳层减薄,影响齿根强度 4一定程度上影响磨齿生产率和磨齿精度 5.如要获得圆弧齿槽或一定圆角半径的齿槽, 砂轮齿项须增 加全圆弧或四角修整 1.可采用普通滚刀预切齿,在各类磨齿机上磨齿 2避开了齿根磨削会带来的不利影响 3.砂轮不需特殊附加修整 4.齿根部留下磨齿凸台,易造成应力集中 5砂轮顶部尖角参加工作,
 数控磨齿机砂轮自动对中及余量检测
数控磨齿机砂轮自动对中及余量检测
数控磨齿机砂轮自动对中及余量检测
齿轮是机械设备传动系统中不可缺少的零件,齿轮的精度直接影响到机械设备的制造精度。磨齿加工是齿轮精加工的最后一步工序,要达到高精度齿轮的要求,磨齿加工就必须在高精度的数控磨齿机上进行,而自动测量是数控磨齿机必备的功能,可以为磨削提供依据并检验磨削效果。砂轮对中作为测量功能的一部分是数