模内攻丝机
模内攻丝机又叫模内攻牙机,是与五金连续模具配合,在五金零件冲压加工同时快速进行螺丝孔加工的设备。
-

选择特殊符号
选择搜索类型
请输入搜索
模内攻丝机又叫模内攻牙机,是与五金连续模具配合,在五金零件冲压加工同时快速进行螺丝孔加工的设备。
根据产品、冲床和模具特性,攻牙机在模具内有不同的安装形式。
1.底模板安装方式: 生产特征:材料输送和冲压加工过程中上下移动量很小,模具浮升约0.5~1mm。
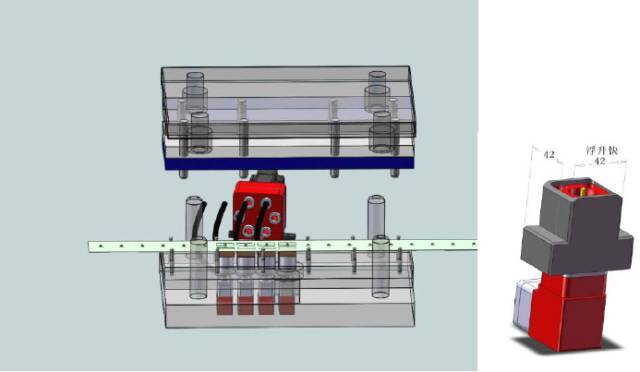
2.浮升板安装方式:
生产特征:产品有弯曲拉深,浮升大,材料输送和冲压加工过程中有上下运动,有浮升销将材料托起输送。
3.脱模板安装方式:
生产特征:产品特殊,丝锥不能正常到达螺丝孔位置。材料输送和冲压过程中有上下运动,且攻牙部位有下凹或者需要特别定位。
模内攻牙机是安装在冲压模具内专门成型螺纹的一种装置,由于冲压与攻牙一体化,可免除冲压件的二次攻牙加工工序,降低成本,提高生产效率,成型的螺纹精度高、强度好,适用于连续成型模或顺送式引伸模,是一项颇具前景的攻牙加工技术,广泛应用于精密模具厂、五金电器厂、电子厂、玩具厂、汽车配件厂等。
攻牙机的结构组成:机器外壳、螺杆螺母组合、齿轮组、夹持丝锥装置四部分组成。
工作原理:攻牙机螺杆螺母受冲床上下运动的力驱动齿轮组合,齿轮组经精确的传动比输出强大扭力,带动丝锥做旋转运动完成攻牙作业。
按攻丝数量分:单孔,多孔(最多单机能出八孔)
按结构原理可分为:机械式,伺服马达式,软轴传动式。
按攻丝技术可分为:静态攻牙 (定位准确,丝锥走标准螺距,攻丝螺纹成型好,精度高)
动态攻丝(丝锥走近似值螺距,攻丝螺纹粗糙,多用于螺纹精度要求不高产品)
数控电动攻丝机 智能数控电动攻丝机 电动自动攻丝机 摇臂式电动攻丝机 电动攻丝机价格那里比较好?
攻丝机不知道,我用的是速霸的雕刻机
您好,很高兴为您解答,好像不能
套丝机加工外螺纹的攻丝机加工内螺纹的
根据模内攻牙机安装方式,模具设计需要配合模内攻牙机设计。
主要注意以下几点:(常见的浮升板安装方式例)
1.模内攻牙机避空位置尺寸。
2.浮升板设计,浮升板需要与浮升销一致运动。安装B部位置。
3.浮升板需要承载模内攻牙机重量大约10kg。
汽化油雾冷却:在丝锥处精确定位,雾化均匀,保证产品清洁,防止丝锥过热。
材料材质 | 材料硬度越高,丝锥寿命越低,材料的润滑性能越好寿命越长,材料流动性能越好,丝锥寿命越长 |
丝锥线速度 | 丝锥攻牙线速度最佳是10米/分钟~30米/分钟,速度超过30米/分钟,丝锥寿命下降 |
丝锥冷却与丝锥润滑 | 丝锥高速运转产生热量,产品材料容易粘结到丝锥沟槽,使螺丝孔变大。良好的冷却润滑可以降低丝锥温度和摩擦力防止丝锥粘结,延长丝锥寿命 |
螺丝牙精度 及饱和率 | 在满足产品的品质要求情况下,精度越高丝锥寿命越短,饱和率越低丝锥寿命越长 |

 手摇攻丝机的设计
手摇攻丝机的设计
手摇攻丝机的设计
手摇攻丝机的设计 摘要:通过一对锥齿轮的啮合传递动力完成攻丝过程, 回退过程利用锥齿轮 的内花键和花键轴的配合,在弹簧的作用下,快速退回。设备结构简单,传动平 稳,经济适用。 关键词:攻丝机 小直径螺纹 锥齿轮 花键轴 1 引言 我们在对外加工的产品中, 经常需要加工一些小直径螺纹。 用加工中心攻丝, 加工质量满足要求,但工时费用高,用手工攻丝,效率低、劳动强度大,满足不 了生产的需求。 改用台式攻丝机床加工 ,往往出现丝锥折断或加工好的螺纹被拉掉的现象、 时有螺纹孔出现止规不止现象,造成产品的报废。原因一是由于丝锥直径较小, 一般是加工 M2—M5 的螺纹,丝锥被铝屑绞死出现折断。二是由于丝锥排屑不 畅,铝屑往往缠在丝锥上 ,丝锥反转退出工件时 ,把加工好的螺纹拉掉。三是由于 台式攻丝机转速过高, 丝锥摆动量大,造成螺纹孔止规不止现象。 针对以上问题, 我利用一台报废的台钻, 改制成了手
 转子式螺母自动攻丝机
转子式螺母自动攻丝机
转子式螺母自动攻丝机
转子式螺母自动攻丝机
一、什么是模内攻牙机?
模内攻牙机又叫模内攻丝机,是与五金连续模具配合,在五金零件冲压加工同时快速进行螺丝孔加工的设备。是目前五金零件最先进的螺丝孔成型工艺,打破传统加工方法,其核心就是将传统的“冲压”和“攻丝”技术“整合”在一起在模具内直接成型。由于模内攻牙有效的避免了二次操作(先冲压,再攻牙),所以生产效率大大的得到提高,特别适用于连续冲模、级进冲模、精密冲模中。

模内攻牙技术真正意义上实现了“无屑加工”,由于攻牙采用的是挤压丝锥,所以螺纹成型过程中不会产生因为切削而形成的切屑,做到了清洁环保,并且螺纹的强度得到了很好的提高。
主要特点:
生产速度快,效率高;
不需要人力,使用寿命长,成本降低;
适应范围广,不管是侧面,上面,下面,倾斜面上的螺丝孔,都可以成型。还可以加工盲孔;
螺丝规格范围广,各种公制、英制、美制和非标螺丝孔都适宜;
安装简便快捷,稳定可靠。
二、攻牙机的工作原理
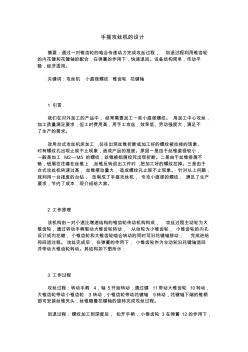
在冲床加工周期中,有送料、定位、冲材折弯三个功能过程,如下图所示,冲床滑块上下往复运动。


A:冲床行程
B:冲床在产品稳定后行程
C:送料时冲床运动行程
D:丝锥上下移动量
E:产品稳定后丝锥行程
F:丝锥安全间隙
G:丝锥贯穿量
H:需攻牙产品厚度
K:送料时丝锥移动量
其中冲床运动过程中B段可以攻牙加工,丝锥运动范围H是有效加工量。
送料时间长短(送料角度大小)影响螺丝孔加工时间。另一个影响螺丝孔加工时间是螺丝孔深度H,即螺丝孔深度有多少牙距,螺丝孔牙数越多需要旋转圈数越多。在冲床加工过程中,在工件上加工螺丝孔,只能是在送料停止,水平方向没有运动时才可以加工,所以送料停止时,开始螺丝孔加工,到下死点(180º)时加工完成,下死点(180º)丝锥开始退出。到送料开始前,丝锥退出工件螺丝孔。
工作原理:
攻牙机螺杆螺母受冲床上下运动的力驱动齿轮组合,齿轮组经精确的传动比输出标准扭力,带动丝锥做旋转运动完成攻牙作业。
三、机型分类
1. 机械式单孔机型

2. 机械式多孔机型

3. 机械式分体机型介绍

4. 伺服马达机型

5. 软轴传动机型

四、 攻牙机在模具内的安装方式
根据产品、冲床和模具特性,攻牙机在模具内有不同的安装形式。
1. 机械式机型的安装方式
(1)浮升板安装方式,产品有弯曲拉深,浮升大,材料输送和冲压加工过程中有上下运动,有浮升销将材料托起输送。
(2)上范本安装方式,产品特殊,丝锥不能正常到达螺丝孔位置。材料输送和冲压过程中有上下运动,且攻牙部位有下凹或者需要特别定位。

(3)底范本安装方式,材料输送和冲压加工过程中上下移动量很小,模具浮升约0.5~1mm。

(4)支架安装方式,机械手搬送材料
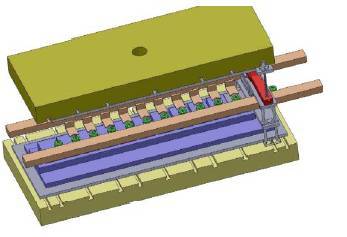
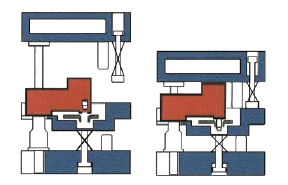
安装举例:浮升板模具设计图示
根据模内攻牙机安装方式,模具设计需要配合模内攻牙机设计。

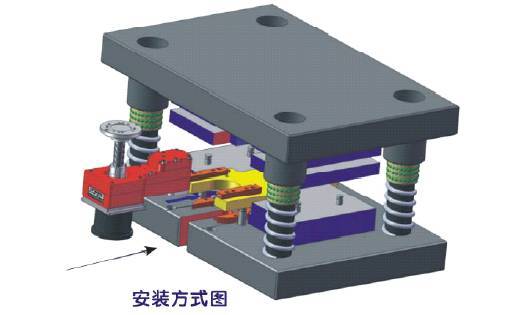
机械式机型的安装及拆卸方法
抽屉式的插入拔出安装方法,极大的方便了客户安装及拆卸。
2. 伺服马达式机型安装方式
伺服马达式的机型攻牙的部分和机械式基本相似,安装方式也是大同小异。
浮升板上安装、上模板上安装、下模板上安装。并可用于攻牙自动化设备设计。
3. 软轴式机型的安装方式
五、丝锥
1. 丝锥安装和更换方法
丝锥采用快速锁头自锁,更换方便快捷稳定可靠。

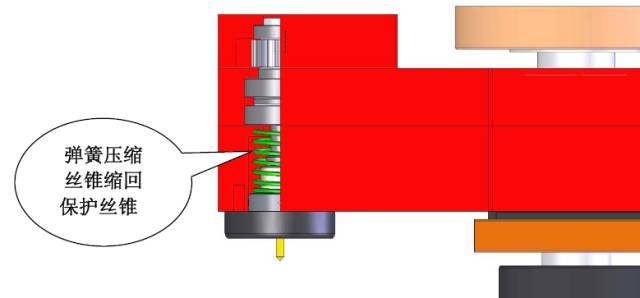
2. 丝锥安全保护
在冲压过程中如果冲子断裂,无螺丝底孔,丝锥会缩回防止丝锥折断,保护丝锥。
3. 丝锥冷却方式
汽化油雾冷却:在丝锥处精确定位,雾化均匀,保证产品清洁,防止丝锥过热。
4. 影响丝锥寿命因素
材料材质:材料硬度越高,丝锥寿命越低,材料的润滑性能越好寿命越长,材料流动性能越好,丝锥寿命越长;
丝锥线速度:丝锥攻牙线速度最佳是10米/分钟~30米/分钟,速度超过30米/分钟,丝锥寿命下降;
丝锥冷却与丝锥润滑:丝锥高速运转产生热量,产品材料容易粘结到丝锥沟槽,使螺丝孔变大。良好的冷却润滑可以降低丝锥温度和摩擦力防止丝锥粘结,延长丝锥寿命;
螺丝牙精度及饱和率:在满足产品的质量要求情况下,精度越高丝锥寿命越短,饱和率越低丝锥寿命越长。
5. 挤压丝锥知识
(1)挤压丝锥加工螺丝牙是将牙谷材料挤压流动到牙峰,材料不产生流失。
(2)螺丝牙峰的高低(即饱和率)有底孔的大小和丝锥精度等级决定。螺丝底孔越小饱和率越大,当螺丝底孔过小时,材料会溢出产生牙丝,丝锥扭断,丝锥寿命缩短。当螺丝底孔过大时,螺丝牙峰小或无牙,饱和率低,丝锥寿命会延长。
(3)螺丝底孔非常重要,螺丝底孔需要根据客户螺丝精度要求选择大小,可以通过试验方法决定,提供的底孔表只是做参考。
(经验值列表如下)
公制规格 |
螺距 |
精度等级 |
螺丝牙饱和率%---预孔直径mm |
|||
100% |
90% |
80% |
70% |
|||
M1 |
0.25 |
4 |
0.86 |
0.87 |
0.89 |
0.9 |
M1.2 |
0.25 |
4 |
1.06 |
1.07 |
1.09 |
1.1 |
M1.4 |
0.30 |
4 |
1.23 |
1.25 |
1.26 |
1.28 |
M1.6 |
0.35 |
4 |
1.4 |
1.42 |
1.44 |
1.46 |
M1.7 |
0.35 |
4 |
1.5 |
1.52 |
1.54 |
1.56 |
M1.8 |
0.35 |
4 |
1.6 |
1.62 |
1.64 |
1.66 |
M2 |
0.40 |
4 |
1.77 |
1.8 |
1.82 |
1.84 |
M2.2 |
0.45 |
4 |
1.94 |
1.97 |
2 |
2.02 |
M2.3 |
0.40 |
4 |
2.07 |
2.1 |
2.12 |
2.14 |
M2.5 |
0.45 |
4 |
2.24 |
2.27 |
2.3 |
2.32 |
M2.6 |
0.45 |
4 |
2.34 |
2.37 |
2.4 |
2.42 |
M3 |
0.50 |
5 |
2.72 |
2.74 |
2.77 |
2.8 |
M3.5 |
0.60 |
5 |
3.16 |
3.19 |
3.23 |
3.26 |
M4 |
0.70 |
6 |
3.6 |
3.64 |
3.68 |
3.72 |
M5 |
0.80 |
6 |
4.55 |
4.59 |
4.64 |
4.68 |
M6 |
1.00 |
7 |
5.43 |
5.49 |
5.55 |
5.6 |
M7 |
1.00 |
7 |
6.43 |
6.49 |
6.55 |
6.6 |
No.1-64UNC |
4 |
1.63 |
1.65 |
1.67 |
1.7 |
|
No.2-58UNC |
4 |
1.93 |
1.95 |
1.98 |
2 |
|
No.3-48UNC |
4 |
2.21 |
2.24 |
2.27 |
2.3 |
|
No.4-40UNC |
5 |
2.49 |
2.52 |
2.56 |
2.59 |
|
No.5-40UNC |
5 |
2.82 |
2.85 |
2.89 |
2.92 |
|
No.6-32UNC |
5 |
3.05 |
3.1 |
3.14 |
3.19 |
|
No.8-32UNC |
6 |
3.72 |
3.76 |
3.81 |
3.85 |
|
No.10-24UNC |
6 |
4.23 |
4.29 |
4.35 |
4.41 |
|
No.12-24UNC |
6 |
4.89 |
4.95 |
5.01 |
5.07 |
|
1/4-20UNC |
6 |
5.63 |
5.7 |
5.77 |
5.85 |
|
5-16-18UNC |
7 |
7.14 |
7.22 |
7.3 |
7.38 |
|
3/8-16UNC |
7 |
8.62 |
8.71 |
8.8 |
8.89 |
|
7/16-14UNC |
8 |
10.08 |
10.19 |
10.29 |
10.39 |
|
1/2-13UNC |
8 |
11.59 |
11.7 |
11.81 |
11.92 |
|
9/16-12UNC |
10 |
13.09 |
13.21 |
13.33 |
13.45 |
|
5/8-11UNC |
11 |
14.55 |
14.68 |
14.81 |
14.94 |
|
3/4-10UNC |
12 |
17.61 |
17.75 |
17.9 |
18.04 |
六、使用模内攻牙机有哪些好处?
减少工序提高生产效率
模内攻牙机将需攻丝零件冲压与攻牙动作结合一体,直接在冲床上攻牙与冲压同步进行,使用模内攻牙机可以节省工作时间,攻牙精度高,时间短,提高生产效率。
高精确螺纹成型
用模内攻牙机可以提高丝锥的攻牙效率和精确度,丝锥运动与螺丝螺距精确吻合。
节省资源
模内攻牙机将零件的攻牙和冲压结合为一道工序,完全自动化,节省了人工成本。并且模内攻牙机完全靠机械传动,节省了专门用来攻牙的机器能源。
降低不良率,降低成本
模内攻牙机的精确定位可以减少丝锥的损坏机率,同时可以降低因供料失误而产生废品的机率,并且可以减少因供料错误产生的机率,减少加工过程中产品在库量,从而节约成本。
安装简单,更换方便
模内攻牙机设计坚固耐用,体积小,易安装于不同模具内;攻牙头可更换不同规格。
使用模内攻牙机与普通攻牙机的成本与时间对比
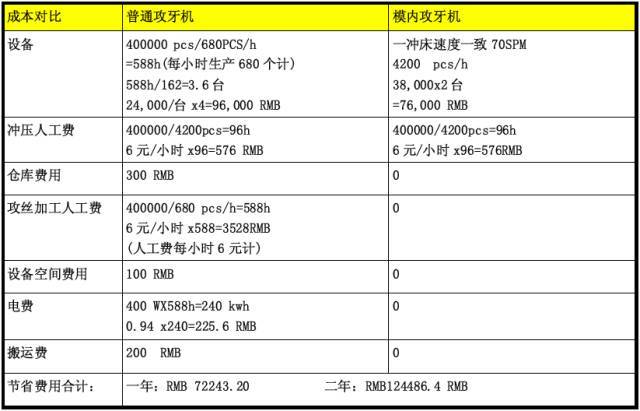
来源:前沿数控技术。
版权归原作者,如有标错,联系我们改正
进口攻丝机也叫攻牙机、螺纹攻牙机、螺纹攻丝机、自动攻丝机等。根据驱动动力种类的不同,攻丝机可以分为手动攻丝机、气动攻丝机、电动攻丝机和液压攻丝机等;根据攻丝机主轴数目不同,可分为单轴攻丝机、二轴攻丝机、四轴攻丝机、六轴攻丝机、多轴攻丝机等;根据加工零件种类不同,攻丝机又可分为模内攻丝机、万能攻丝机、热打螺母攻丝机、法兰螺母攻丝机、圆螺母攻丝机、六角螺母攻丝机、盲孔螺母攻丝机、防盗螺母攻丝机等多种型号;根据攻丝机加工过程的自动化程度不同,攻丝机可分为全自动攻丝机、半自动攻丝机和手动攻丝机等;根据攻丝机攻牙时是否同时钻孔,攻丝机又分钻孔攻丝机、扩孔攻丝机等。全自动攻丝机自动化程度最高,工作时,只要把零件毛坯放入料斗中即可自动进料,自动定位,自动夹紧,自动攻牙、自动卸料,一个工人可以同时操作多台设备,生产效率高,可显著节约劳动力成本!优质攻丝机具有设计新颖、结构合理、简便易用、自动化程度高、使用方便、效率高、免维护、性价比极高等特点,优质的螺母攻丝机加工出的各种螺母螺纹光洁度高,成品合格率高。 进口攻丝机原理
气动攻丝机采用压缩空气驱动,安全快速高效;较小气压力和气量(0.4-0.8mpa),超大扭力输出;.能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2100mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M4-M24)。产品,使用寿命的保证。
气动攻丝机配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。
