耐磨高锰钢文献

 高锰钢的耐磨性
高锰钢的耐磨性
高锰钢的耐磨性
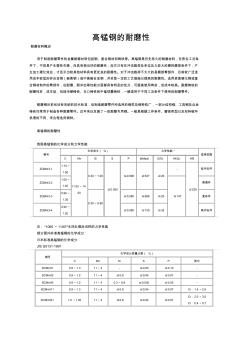
高锰钢的耐磨性 耐磨材料概述 用于制造耐磨零件的金属耐磨材料包括钢、复合钢材和铸铁等。高锰钢是历史悠久的耐磨材料,在恶劣工况条 件下,不容易产生塑性失稳,而具有相当好的耐磨性;但它只有在冲击载荷及单位压力较大的磨料磨损条件下,产 生加工硬化效应,才显示出较其他材料具有更优良的耐磨性。对于冲击载荷不太大的易磨损零部件,目前较广泛选 用成本较低的非合金钢(碳素钢)或中高碳合金钢,并采取一定的工艺措施以提高其耐磨性。选用表面硬化钢或复 合钢材制作的零部件,在耐磨、耐冲击等性能方面都具有明显的优点,可提高使用寿命,但成本较高。耐磨铸铁的 耐磨性好,成本低,包括冷硬铸铁、白口铸铁和中锰球墨铸铁,一般适用于不同工况条件下使用的耐磨零件。 耐磨钢目前尚没有系统的技术标准,但制造耐磨零件所选用的钢类及钢种较广,一部分结构钢、工具钢及合金 铸铁均常用于制造各种耐磨零件。近年来还发展了一些耐磨专用钢。一般是根
 高锰钢
高锰钢
高锰钢
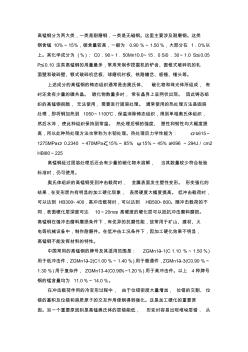
高锰钢分为两大类,一类是耐磨钢,一类是无磁钢。这里主要涉及耐磨钢。这类 钢含锰 10%~15%,碳含量较高,一般为 0.90%~1.50%,大部分在 1.0%以 上。其化学成分为 (% ): C0.90~1.50Mn10.0~15.0 Si0.30~1.0 S≤0.05 P≤0.10 这类高锰钢的用量最多,常用来制作挖掘机的铲齿、圆锥式破碎机的轧 面壁和破碎壁、颚式破碎机岔板、球磨机衬板、铁路辙岔、板锤、锤头等。 上述成分的高锰钢的铸态组织通常是由奥氏体、 碳化物和珠光体所组成, 有 时还含有少量的磷共晶。 碳化物数量多时, 常在晶界上呈网状出现。 因此铸态组 织的高锰钢很脆, 无法使用,需要进行固溶处理。 通常使用的热处理方法是固溶 处理,即将钢加热到 1050~1100℃,保温消除铸态组织,得到单相奥氏体组织, 然后水淬,使此种组织保持到常温。 热处理后钢的强度、 塑性和韧性均大幅
