宁波浙华重型钢管制造有限公司文献

 宁波华恒电气有限公司_中标190925
宁波华恒电气有限公司_中标190925
宁波华恒电气有限公司_中标190925
每日 条信息更新,多维度检索、企业资80000+ 质匹配、甲方监控等功能,让中标快人一步! www.bidizhaobiao.com 本报告于 2019年9月25日 生成 1/5 www.bidizhaobiao.com 招标投标企业报告 宁波华恒电气有限公司 每日 条信息更新,多维度检索、企业资80000+ 质匹配、甲方监控等功能,让中标快人一步! www.bidizhaobiao.com 本报告于 2019年9月25日 生成 2/5 www.bidizhaobiao.com 本报告于 2019年9月25日 生成 您所看到的报告内容为截至该时间点该公司的数据快照 目录 1. 基本信息:工商信息 2. 招投标情况: 中标/投标数量、中标/投标情况、中标/投标行业分布、参与投标 的甲方排名、合作甲方排名 3. 股东及出资信息 4. 风险信息:经营异常、股权出资、动产抵押、税
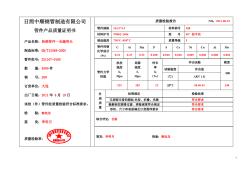 日照中顺钢管制造有限公司管件产品质量证明书
日照中顺钢管制造有限公司管件产品质量证明书
日照中顺钢管制造有限公司管件产品质量证明书
日照中顺钢管制造有限公司管件产品质量证明书