作者:王忠诚、肖学林
单位:济南沃德汽车零部件有限公司
来源:《金属加工(热加工)》杂志
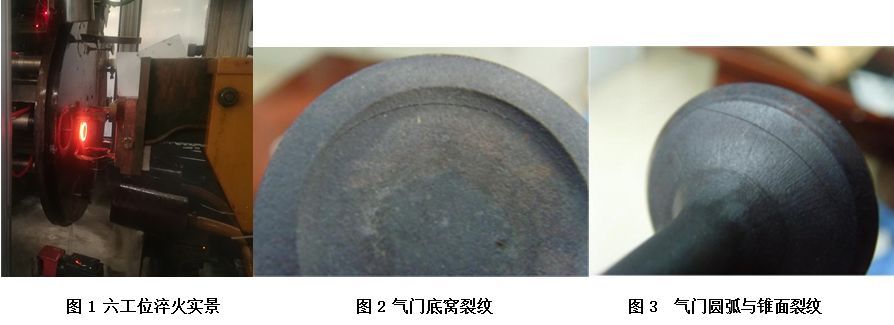
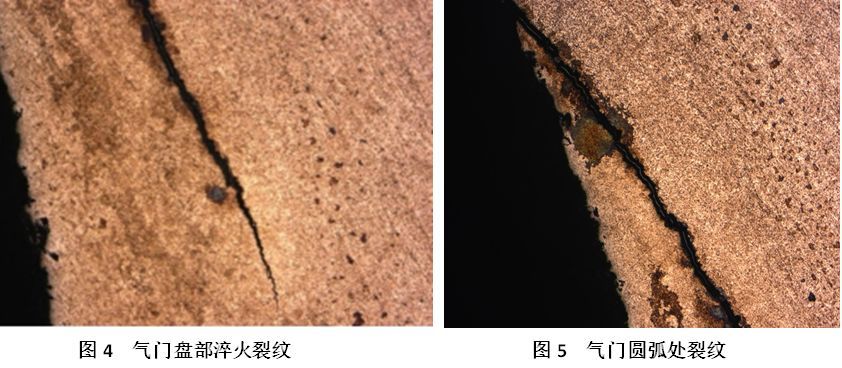
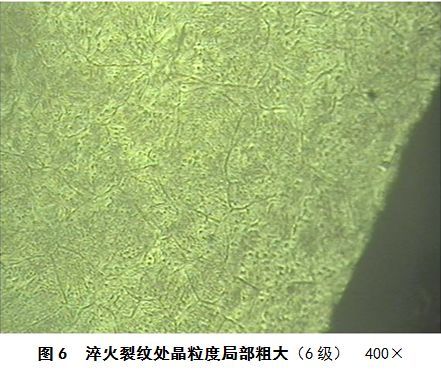
内燃机气门进行锥面淬火的目的是满足其耐磨性,通常规定其锥面硬度在48HRC以上,某型号的内燃机气门材质为整体马氏体耐热钢(X45Cr9Si3),采用六工位高频淬火机床进行气门的锥面淬火,该产品的技术要求为:锥面硬度550~700HV30,硬化层深度≥2.8mm,晶粒度细于8级,淬火实景如图1所示。在某天操作者发现有300余支气门锥面淬火后开裂,具体形状如图2、图3所示,可以看出该裂纹在气门的底窝与圆弧长度均较长。此淬火介质采用浓度为10~15%的淬火液进行桶内喷射冷却,淬火介质温度为26℃,检查高频淬火工艺参数正常。
1.原因分析
气门锥面淬火后产生淬火裂纹,该类缺陷是致命也是绝不允许的,一旦出现将造成十分严重的后果,即造成发动机的早期失效,甚至会发生重大人身伤亡事故,故气门制造商在DFMEA与PFMEA设计中均要重点考虑,并采取必要的预防措施。本文对出现的此批淬火裂纹的产品进行如下几个方面的分析,目的是找到其产生的原因并采取预防措施。
(1)检查气门的化学成分
对该产品的盘部采用光谱分析,检测结果见表1,其化学成分符合要求。
表1 气门的化学成分(质量分数)(%)
元素 |
C |
Si |
Mn |
S |
P |
Cr |
标准要求 |
0.40~0.50 |
2.70~3.30 |
≤0.60 |
≤0.030 |
≤0.040 |
8.80~10.00 |
实际检测 |
0.46 |
2.84 |
0.48 |
0.0025 |
0.0031 |
9.23 |
(2)外观与金相分析
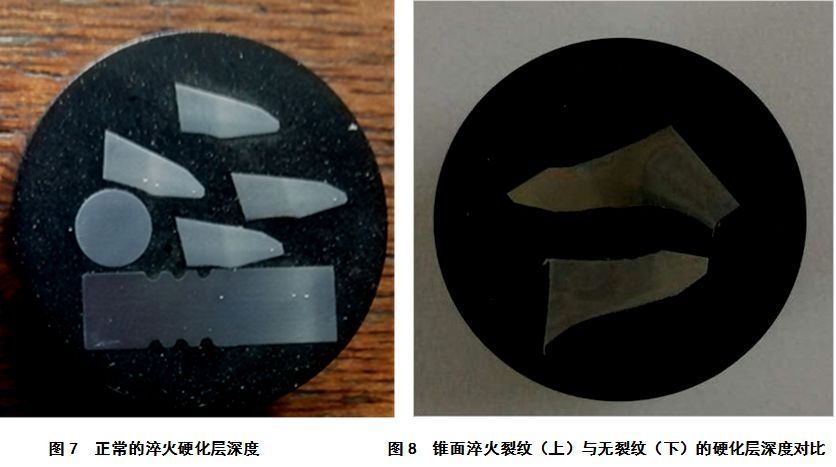
为了分析其裂纹的特征,首先进行外部宏观部分的观察与分析,图2、图3是同一支气门底面与圆弧的裂纹形式,从图中可看出,淬火裂纹是从底窝向锥面与圆弧扩展的(通裂),在气门锥面或锥面与圆弧位置出现裂纹,这通常是批量的裂纹,其裂纹位置在淬火冷却区域,这是此处截面差别较大的部位,裂纹形状基本一致。另外,从气门(端面有底窝)锥面淬火后的裂纹形式(采用淬火冷却介质冷却)可以看出,淬火深度进入了盘部底窝内,造成此处应力集中而开裂。图4、图5为其盘部底面与圆弧的裂纹形态,其形状是头粗尾细,淬火表面裂口宽,越向心部延伸越细小,裂纹内部无氧化脱碳,为淬火裂纹,检查晶粒度在6级,不符合细于8级的工艺要求(见图6),出现局部过热的倾向。
从裂纹件金相图片分析,裂纹不是淬火过烧裂纹和淬火前裂纹,是淬火后造成裂纹,经淬火冷却后裂纹扩展。对开裂的与不开裂的两支气门进行淬硬层深度检查,具体如图7、图8所示。从图中可知,正常的气门淬火硬化层深度为4~5mm,锥面硬度为620~680HV30。非锥面开裂的气门淬火硬化层深度7mm(裂纹位于淬火过渡区附近)为,硬度635~647HV30。可以看出二者的差异在于硬化层深度的不同。工艺规定硬化层深度是大于2.8mm,没有上限要求。
该淬火裂纹的产品硬化层深度比正常产品深2mm,另外检查发现开裂的气门盘厚比正常的盘厚厚0.3mm。
(3)气门外部形状
一同淬火的两种气门的盘部外圆是一样的,唯一区别为发生淬火开裂的气门低窝直径大,具体如图9所示,二者的具体尺寸比较见表2。可以看出二者在于当硬化层深度大于5mm后,则淬火区进入气门盘部厚薄交界处(底窝大的气门)。
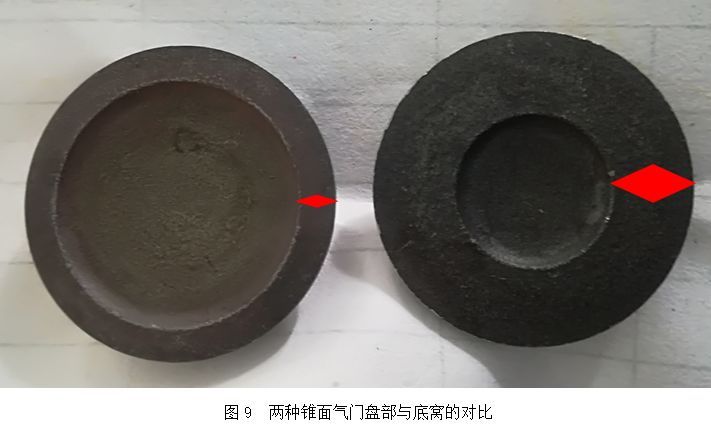
表2 两种锥面淬火气门外部尺寸比较
项目 |
盘部直 径/mm |
低窝直 径/mm |
二者直径差 /2菱形长度 |
锥面角度 /(°) |
盘厚 /mm |
杆径 /mm |
A气门 |
φ34 |
φ16 |
9 |
45 |
4.2 |
φ6.5 |
B气门(产生淬火裂纹) |
φ34 |
φ24 |
5 |
45 |
4.5 |
φ6.5 |
(4)淬火感应器与气门锥面的间隙
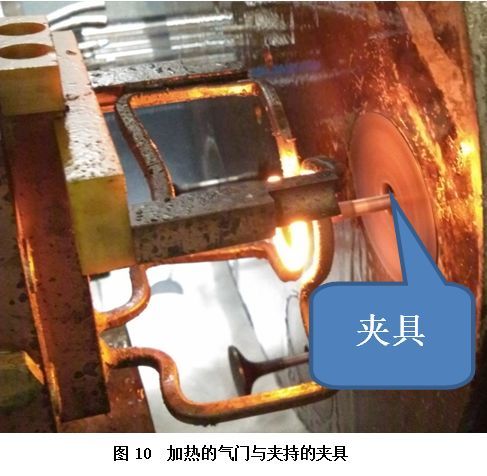
因气门锥面淬火采用杆端定位,气门总长不变,盘部厚势必造成气门锥面与感应器的距离近,在加热过程中,加热深度较深,进入截面厚薄处,淬火后造成此处局部过热,淬火应力过大而开裂。图10为淬火过程中的气门与夹持的夹具。
经过落实现场实际检查与判断,同时检查6个夹具的跳动情况,发现其中一个夹具(弹簧卡头)跳动大,在设备运行中,造成锥面淬火加热温度不均匀,造成硬化层过深,进入产品底窝内,(底窝本来就是应力集中区)在冷却过程中因应力过大而造成气门锥面开裂。
2.措施
根据以上几个方面的分析,在气门锥面淬火过程中,要严格落实表3要求,则可有效避免此类裂纹的产生,这是在生产过程中经验所得。另外,对于有底窝的该类气门要考虑硬化层深度有一个合理的范围,决不允许硬化层深度进入盘部底窝内,可通过首件进行验证,并确定最佳的硬化层深度。
表3 气门锥面或圆弧淬火开裂的原因分析与预防措施
缺陷名称 |
产生原因 |
预防措施 |
锥面或圆弧淬火开裂 |
盘部有折叠,造成淬火后沿此处开裂,延伸到锥面或圆弧上 |
①气门电鐓时按工艺参数(包括电压、电流、油压、时间、砧子缸与顶端缸后退速度、夹持力等)进行调整 ②气门杆部无划痕,钳口定期进行更换 |
加热深度进入盘部底窝,此处为应力集中区而开裂 |
①首件进行晶粒度与淬火深度的检测 ②淬火深度应以未进入盘部底窝内为准(金相法) ③工艺规定硬化层深度应在2.8~4.5mm |
气门与感应器相对位置不正确,加热温度不均匀或过热(或产品存在内部缺陷) |
①首件进行晶粒度与淬火深度的检测 ②生产过程中进行产品质量检查 ③对弹簧卡头进行检查,跳动大则立即更换 |
淬火冷却介质浓度低,冷却不良,造成冷却速度过快 |
每班进行浓度或折光系数的检测,符合要求后方可进行淬火处理 |
3.结语
(1)根据以上的分析可知,该批气门锥面淬火产生裂纹的原因在于,局部淬火温度高出现过热,淬火深度进入了盘部低窝内,此处为截面壁厚差距最大处,淬火后产生较大的应力集中而开裂。
(2)因淬火开裂气门盘厚比正常的厚0.30mm,故感应器与气门锥面距离较近,淬火深度深是产生的淬火开裂的原因之一。
(3)因夹持气门杆部的弹簧卡头跳动大(一个工位),也是造成局部过热、淬火深度深而产生此次淬火开裂的原因之一。
(4)产生此批产品锥面淬火开裂的原因是多种因素造成的,是各种因素综合作用的结果。
欢迎参加由金属加工杂志社主办的
第九届先进节能热处理技术与装备研讨会
点击报名
↓↓
关于我们

 车用内燃机气门弹簧优化设计
车用内燃机气门弹簧优化设计