排钻
- 排钻,具有多个钻头且可协同工作的多孔加工机械,有单排、三排、六排等。又名刷钻机,排钻机将传统的手工排钻动作转换成机械动作,由机械自动完成。
-

选择特殊符号
选择搜索类型
请输入搜索
1.工作完成后及时清理机器台面,
2.清理导轨及旁边的木屑,防止因碎屑干扰,导致机器在工作过程中出现卡机。
3.定期清理丝杠,防止丝杠上粘有异物,丝杠是设备的重中之重,它影响机器的精度,且丝杠在传动过程中起着重要的作用。
4.定期清理工控箱,灰尘是排钻的最大杀手。
5.每周要对排钻的滑动轨道进行除尘注油工作
1.工作完成后及时清理机器台面,
2.清理导轨及旁边的木屑,防止因碎屑干扰,导致机器在工作过程中出现卡机。
3.定期清理丝杠,防止丝杠上粘有异物,丝杠是设备的重中之重,它影响机器的精度,
且丝杠在传动过程中起着重要的作用。
4.定期清理工控箱,灰尘是排钻的最大杀手。
5.每周要对排钻的滑动轨道进行除尘注油工作
具有多个钻头且可协同工作的多孔加工机械。
板式家具零部件的钻L是采用各种类型的排钻加工的。现代排钻与传统排钻在性能上差距较大,现代多排钻的垂直排座分成两段独立钻座通过钻座下部丝杠螺母的带动将两段独立 钻座沿Y轴c纵向拉开或合拢并采用数字式计数器显示拉开距离以扩大钻L范围垂直钻座沿x轴横向的穆动采用齿轮齿条带动用数字式显示仪标定移动的距离。并带有气动或液压锁紧系统。使两段独立钻座各自独立旋转90角.实现横向钻L的目的,排钻的各排钻座上均采用快换钻头,大大提高排钻的生产效率。
1.单排钻
单排钻的排座仅有一排组成是一种自动化程度较低的钻孔设备若零部件的L位能设计在一排时,可以一次完成钻 L工作.否则须多次钻L 由于多发钻L变换了加工基准,因此零部件的钻L精度相对较低,仅适合于一些小型的生产企业或用于多排钻的辅助钻L要求。常见的单排钻的形式有垂直单排钻、水平单排钻和万能单排钻,可以设置水平位置也可以设置垂直位置。
2.多排钻
为了保证钻孔精度和产品质量,板式家具零部件的钻孔一般采用多排钻来完成。多排钻钻上 的钻头间距为 32mm .仅有少数国家使用其它模数的钻头间距通常水平钻座由整排成.直 钻座由两段独立排座构成。多排钻的排钻钻座数量一般由3排到12排(特殊需要时还可再添加钻座) 通常是由水平钻座和下部垂直钻座构成.如果特殊要求或排座数量较多时,也以 采用上下部配置的垂直钻座.这要根据生产的需要和加工精度的要求。生产中常见多排钻钻 座数量为3排、6排等。
2.(1) 3排钻
青岛西城木工机械公司为生产的MZB73213标准型3排钻其钻座排列是水平1排钻头数为21个垂直2排.每排由两段独立钻座组成.钻头数为2x 11个,4个可调式气动定位基准可以加工工件宽度为150~ 1800mm 加工工件长度为250mm~2500mm 加工工件厚 度为10~45rncn。MZB73213标准型3排钻可以添加1排垂直钻座成为4排钻。这种类型排钻定位灵活操作方便,适合于加工孔位单一、孔数较少的板式零部件,是板式家具生产中常见的钻孔设备。当孔位繁多、孔数较多时.通过调整各个排座的距离或变换垂直钻座的位置来确保一次加工完成.如不能一次完成时.需要变换孔位的定位基准而使孔位的加工精度降低。
2.(2) 6排钻
如图2所示为青岛西城木工机械公司生产的MZB73213标准型6排钻.其钻座排列是水平2排 .每个钻座的钻头数为21个,垂直4排.每排由两段独立钻座组成钻头数为2x 11个。可以加工工件宽度为190~2500arm加工工件长度为 250mm~2500mm加工工件的厚度为10~45mm。MZB73213标准型6排钻的钻座可以添加1到2排垂直钻座成为7排或8排钻这种类型排钻适合于加工孔位繁多孔数较多的板式零部件.而且在钻孔时基本上可以在一次 定基准后完成板式零部件的钻孔要求因此钻孔的孔位精度高.生产效率高是规模较大的板 式家具企业常见的钻孔设备。
总之板式家具零部件的钻孔是板式家具机械加工的最后一道生产工序在设计上必须根据排钻的类型和生产的工艺, 合理地布置零部件的孔位以达到在一次定基准后完成钻孔要求。实 现多孔位不多基准的目的确保钻孔的加工精度。
你好,排钻是一种机械。 排钻机是一种生产家具的的机械。汉斯、浪潮这两个牌子的就不错,理论上说,CNC钻孔中心是最好用的,其次是六排钻。 如果按国产品牌,我推荐南兴木工机械的排钻。排钻又分很多种! 排钻...
有些木板比较长,六排可以一次排完。而三排要拿几次才能排完。例如:某种床的床边三排要三次才能排完,六排只用两次。(三排:两头扣件一头一次。六排:两头扣件可以一次排完)简短点:就是量大量小的问题!功能上没...
钻戒和排钻的钻戒,戴起来还是排钻的钻戒显大,而且也更好看。建议,可以购买群镶式的钻戒,主钻不要太大,主钻四周镶嵌一圈小钻,这样钻戒显大、好看,价格也不会太贵。

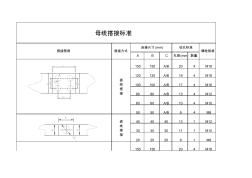 铜排钻孔标准
铜排钻孔标准
铜排钻孔标准
A B C 孔径 (mm) 数量 150 150 A/B 20 4 M18 120 120 A/B 19 4 M18 100 100 A/B 17 4 M16 80 80 A/B 13 4 M12 60 60 A/B 10 4 M10 50 50 A/B 9 4 M8 40 40 40 13 1 M12 30 30 30 11 1 M10 20 20 20 9 1 M8 150 150 20 4 M18 母线搭接标准 螺栓规格 连接尺寸 (mm) 直 线 搭 接 直 线 搭 接 搭接图例 搭接方式 钻孔标准 120 120 19 4 M18 120/150 100 17 4 M16 120/150 80 13 4 M12 100 100 17 4 M16 100 80 13 4 M12 80 80 13 4 M12 80 60 11 4 M10 60 60 11 4 M10 60 50
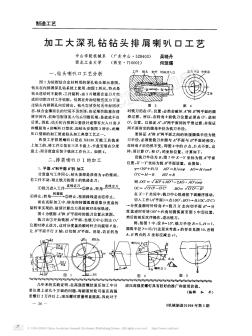 加工大深孔钻钻头排屑喇叭口工艺
加工大深孔钻钻头排屑喇叭口工艺
加工大深孔钻钻头排屑喇叭口工艺
加工大深孔钻钻头排屑喇叭口工艺
钻排与排钻都是和钻有关,单从字面上看就知道这是两个不同的产品,那么它们之间有什么区别呢?
首先,钻排是摆放钻头进行工作的,又有21头钻排、22头钻排、11头钻排、3头钻包、多孔钻排之分。它的原理就是把钻头固定在一起从而方便进行钻孔处理,可以起到对产品批量打孔。
钻排主要用于排钻机械设备上。排钻机械应用于木工机械行业。2100433B
钻孔排水是在灌浆帷幕下游一定距离,设置一排或几排排水孔:将排走部分(或全部)渗压水流,起到降低扬压力的良好效果。排水孔常与帷幕配合使用,也可以单独使用。
主排水孔的深度为防渗帷幕深度的0.4--0.6倍,并不小于10m,孔距一般2一3m,孔径不宜过小。对于高坝,一般要求设置一排主排水孔,2-3排辅助排水孔;中低坝可以视情况设置1-2排孔即可。排水孔距坝踵距离一般取0.1-0.15倍水头差。