配合公差
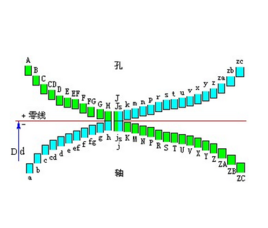
配合公差(fit tolerance)是指组成配合的孔、轴公差之和。它是允许间隙或过盈的变动量。 孔和轴的公差带大小和公差带位置组成了配合公差。 孔和轴配合公差的大小表示孔和轴的配合精度。 孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。 配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。
-
选择特殊符号
选择搜索类型
请输入搜索
配合公差(fit tolerance)是指组成配合的孔、轴公差之和。它是允许间隙或过盈的变动量。 孔和轴的公差带大小和公差带位置组成了配合公差。 孔和轴配合公差的大小表示孔和轴的配合精度。 孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。 配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。
如果,销轴与孔没有相对转动、要求配合紧密,可以取H7/h6或H8/h7 。供参考。
我公司长期供应E型卡环,C型卡簧等欢迎来电上海跃冠五金有限公司

 公差与配合公差等级对照表
公差与配合公差等级对照表
公差与配合公差等级对照表
公差与配合公差等级对照表
 JF800双金属轴承尺寸及配合公差表
JF800双金属轴承尺寸及配合公差表
JF800双金属轴承尺寸及配合公差表
技术支持 JF800 双金属轴承尺寸及配合公差表 d D 壁厚 Well Thickness 外径公差 O.D. Tolerance 内径公差 l.D.(H8) Tolerance 配合孔座 H7 Housing Bore 轴径 f7 Joumal Diameter f1 f2 L 0 -0.40 10 15 20 25 30 40 50 60 80 90 100 10 12 1 12 +0.065 +0.030 10 +0.022 -0.000 12 +0.018 10 -0.013 -0.000 0.5 0.3 1010 1015 1020 12 14 14 +0.065 +0.030 12 +0.027 -0.000 14 +0.018 12 -0.016 -0.000 0.5 0.3 1210 1215 1220
允许间隙或过盈的变动量。对于间隙配合,配合公差等于最大间隙与最小间隙之代数差;对于过盈配合,配合公差等于最小过盈与最大过盈之代数差;对于过渡配合,配合公差等于最大间隙与最大过盈之代数差。配合公差又等于相互配合的孔公差与轴公差之和,它说明这一配合松紧的允许变动范围。
1.配合公差的概念:配合公差是指组成配合的轴孔公差带之和。是允许间隙或过盈的变动量,其大小表示各配合松紧程度的变化范围,是评定配合质量的一项重要的综合指标。
2.计算公式
间隙配合:
辊压机,因其水泥行业中的大量使用而成为工业行业中的主要生产设备。但是因其使用频繁,往往造成各种损坏,比如常见的轴承位磨损,就给企业带来了巨大损失。
(1)加工精度和配合公差因素
在机加工工艺中,不管采用何种加工方法加工出的零件表面都不是绝对光滑的,所有的零件表面都有它各自的表面纹理。通常在机加工要求其配合面积不能小于75%,而表面纹理是与标准面的偏差,这种偏差来源于粗糙度、缺陷以及波纹度。加工精度对部件的影响:
①加工表面越粗糙,配合表面间的有效接触面积越小,压强越大,摩擦阻力越大,磨损就越快。
②影响配合的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了连接强度。
③影响疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。微观几何形状误差的轮廓谷,是造成应力集中的因素,零件越粗糙,对应力集中越敏感,特别是当零件承受交变载荷时,由于应力集中的影响,使零件疲劳强度降低,导致零件表面产生裂纹而损坏。
④影响接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。
(2)物料颗粒控制因素
入辊压机物料粒度的控制不力,颗粒直径过大过多,进料不均,引起辊缝长期偏差大,纠偏频繁导致轴承过载;金属或过硬物料频繁进入辊压机,在辊压机挤压时瞬间产生的超大反作用力全部承载于轴承本身,对轴承的寿命造成了根本的影响。同时反作用力冲击轴承位,使轴金属疲劳后与轴承内圈产成间隙。
辊压机的最大进料粒度为d=0.06D(D为挤压辊直径),而无具体的粒度分布要求。粒度过大、不匀都会对整台设备的工作效率、振动和寿命造成不良的影响。根据实际应用和试验得出结论为:最大咬合进料粒度为d=0.06D,而辊压机料床粉碎的粒度要求为d=(0.030一0.035)D,且对粒度分布要求为小于0.75d的物料要占到90%以上,这样才能保证辊压机良好的工作状态。
(3)辊压机的压力因素
辊压机属于高压粉碎设备,其液压系统所提供的推力远远高于其它设备,一般来说压力越高,挤压效果越好,但不是说辊压机工作时的压力越高越好。辊压机在水泥行业主要承担原料和水泥熟料的粉磨工作,实践证明,适宜的挤压力可以得到最佳的粉碎效果,对于熟料来讲,挤压力5000-6000kN/m2效率最高,生料用辊压机的挤压力可比熟料低1000kN/m2。
(4)巡检和维修因素
设备的运行不仅需要定期的维修维护,而且更需要平时的巡查保养,发现问题及时处理,从而减少设备的维修率。辊压机由于工作环境恶劣,注油孔堵塞、密封件的磨损使粉尘或水进入轴承而导致轴承润滑不足过热烧毁等问题。轴承紧固螺栓预紧力的大小,及设备运行后螺栓的二次紧固都会影响轴承与轴承位的配合。
辊压机由于其低转速高负荷的工作环境,轴和轴承过盈配合实际是两零件粗糙表面的配合,在碾压物料的过程中,轴承的高硬度特点对轴承位的长期挤压作用下,使粗糙峰因材料的塑性变形而相互挤平,从而减少了实际过盈量,降低了紧固连接的强度。使盈配合变成过渡配合、甚至间隙配合,从而造成轴与轴承内圈相对运动形成磨损。
碳纳米聚合物材料修复辊压机轴应用技术
索雷工业碳纳米聚合物材料修复技术是利用碳纳米聚合物材料特有的机械性能和针对性的修复工艺在线修复辊压机等大型轴类的磨损。
修复工艺简单:对于辊压机轴磨损,利用《索雷辊压机轴修复工业艺》控制同心度,然后将碳纳米聚合物材料直接涂抹于配合部位,依靠轴承内圈和轴部件的配合关系,进行修复填充配合面,使之达到100%的配合面,满足设备紧固要求,避免间隙的存在满足运行需求。
其优点是粘结力好,良好的抗压性能、抗磨损性能及具备金属所具有的弹性变形等综合力学性能实现在线修复,修复效率高。
索雷工业碳纳米聚合物材料类似一种冷焊技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受磨损量的限制。
综上所述,索雷工业碳纳米聚合物材料修复辊压机轴承位方面具有修复效率高,实现在线修复,综合修复成本低,给企业设备维修维护方面提供有力的解决方案,大大降低企业的生产成本。
索雷工业碳纳米聚合物材料修复辊压机轴步骤
1. 修复部位表面除油;
2. 确定轴承轴向位置;
3. 采用《索雷辅助定位修复工艺》;
4. 修复部位打磨粗糙处理;
5. 轴承内圈刷涂SD7000脱模剂;
6. 调和适量SD7101H材料,并均匀涂覆修复部位;
7. 材料固化后,拆除轴承并清除多余材料;
8. 安装轴承,并检测轴承游隙。
