配料秤
- 配料秤是指预先给定质量比例,对被称物中的几种物质进行配料计量的衡器。用途十分广泛,既可用于多种物料的配料计量,也可用于一种物料的计量(料斗秤)。若与包装密封机配套,即为定量包装秤。
-

选择特殊符号
选择搜索类型
请输入搜索
配料秤按结构可分为机械式、机电结合式和电脑电子式 3种;
机械式
秤体由承重料斗、杠杆系统和计量装置构成。称量时将游砣拨至规定质量位置,用机械或人工进行加料、卸料。这类配料秤结构比较简单,但准确度低,操作速度慢。
机电结合式
是在机械式配料秤的基础上发展起来的。秤体除料斗和杠杆外,还采用了渐近开关、光栅测量头或力传感器等力转换器件,相应的秤分别称为度盘式、光栅式、传感器式配料秤。光栅式配料秤(图1)是较常用的机电结合式配料秤,它用光栅作为力-电转换器,各料位的定值部分由拨码盘任意设定,分别给出快、慢加料定值。计量时,来自光栅的质量信号不断地和设定值进行比较,先后控制快、慢加料动作。这种配料秤具有自动起动、自动卸料、自动零位跳料等功能,准确度较高。但电路设计较复杂。
电脑电子式
它的配方、进料、出料全由电脑控制(图2 )。秤体部分除料斗外,还有称重传感器、精密放大器、模/数转换器、微型计算机、显示器、打印机和执行系统等。电脑控制系统能控制多台配料秤和一台搅拌器,并能控制干混合和湿混合的时间,可配制几种至几十种物料,能同时显示配料流程和打印各料名称、质量、总质量、循环时间、配方、日报表、月报表等。电脑电子配料秤配方存储量大,配料品种多,速度快,准确度高,可提供的软件丰富,程序修改方便,是自动化程度较高的产品。
单一物料
1.一台计量秤只配一种物料,若干个计量秤组成一个多种物料的配料系统。
2.各计量秤配料工作同时进行,配料速度快。
3.按照大料大秤小料小秤的原则灵活配置量程,配料准确
多种物料
1.若干种物理依次按照预先设定的顺序放入一个计量斗内进行配料
2.配料秤斗由一台配料控制器完成
3.制作成本低结构紧凑
减量法称重
1.适合流动性不好的物料,按实际排除量计量
2.秤斗不能太大,否则精度可能不高
3.可在原有的存料都上直接改造
4.秤斗内先装满物料,配料时有控制器可在卸料阀门打开,每次排出设定重量的物料;当检测到料 斗内剩余物料达到下线时,启动输送机结构向料斗内装料,直接到上限值是停止。
按卸料方式分为:间歇式配料秤和连续式配料秤。
当计量量完成后,由配料控制器启动卸料机构开始卸料,卸料完成后,关毕卸料机构,启动下一次配料,采用此流程的配料秤称为间隙式配秤。
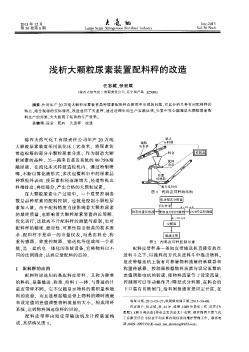
系统运行时,通过电子螺旋配料秤对输送的物料进行计量,由电脑积算仪对接收的重量和速度信号处理后转化为累计值和瞬时流量,并将累计值、瞬时流量信号由RS-485口传送给工业控制机(上位机)、以4~20mA模拟电流信号传送给变频调节器,再由变频调节器去调节上级给料机的转速,当流量增大时,降低上级给料机的转速,反之提高上级给料机的转速,从而使得物料的流量和阶段累计量均保持在设定的范围内,进而完成物料的计量和配料。系统工作原理框图见图1所示。
SM60系列配料秤专用于各种散状物料的给料,在给料过程对其进行动态称量、累计和流量控制,广泛的应用于冶金、建材、化工、食品等行业各种散装物料的称重给料。
SM60系列称重给料机分轻载、中载、重载三种不同形式,称量流量从每小时50公斤到每小时1200吨,皮带宽度从300毫米到2000毫米,长度从1米到几十米,结构形式分敞开式、半封闭式及全封闭式多种形式结构,适用于不同现场,满足各种用户要求。
a. SM60系列胶带给料机:包括输送机支架、裙边环形皮带、主从动滚筒、电机、减速机,清扫刮板。
b. 电子称重装置:包括给料机控制器、称重传感器、测速传感器、30型全悬浮秤架、变频器,现场操作箱和接线盒。
c. 控制部分:工控机(可选),配料系统软件,通讯接口和通讯电缆
胶带给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信号与重量信号一起送入皮带给料机控制器ZJ-820,产生并显示累计量/瞬时流量。给料控制器将该流量与设定流量进行比较,由控制器输出信号控制变频器调速,实现定量给料的要求。可由上位PC机设定各种相关参数,并与PLC实现系统的自动控制。
精度为±0.5mm
皮带宽度300mm~2000mm;
流量范围从50公斤/每小时到1200顿/每小时;
环形裙边橡胶输送带,根据用户可选用其他种类;
称重桥架为全悬浮结构;
测速传感器为数字式,尾部滚筒直连;
可选项
外壳形式可选敞开、部分封闭或全封闭;
头部护罩、尾部下料口、全封闭壳体;
内清扫链板输送机;
驱动电机形式为联轴器式、链传动式、轴装式;
有料/无料开关、防跑偏开关、急停拉绳开关、溜槽堵塞开关;
配料秤一般由秤体、加料机构、卸料机构、电控系统两大部分组成。
加料机构
一般加料机构采用气缸圆弧门给料、振动给料、螺旋给料、叶轮给料、气吹给料等几种形式。一般制作采用钣金冷作加工,该机构的最新品质直接与计量精度有关。
卸料机构
一般卸料机构采用气缸圆弧门卸料、振动卸料、螺旋卸料、旋转给料机卸料或直接采用气(电)动阀门卸料等几种形式。一般制作采用钣金冷作加工或直接购买旋转给料机和气(电)动阀门。
秤体
秤体多数采用金属材质的角钢、槽钢、方管等作为主要材料,经过焊接、打磨喷塑或喷漆等工艺制作完成,同时主要材质也有人采用混泥土为主,金属材质为辅的方式制作。
电控系统
该电气系统主要是有称重单元和控制单元组成。称重单元国内大多数场合采用称重传感器 配控制器 电气元件的方式进行控制,该方式质量稳定,调试相对复杂,造价低廉、功能简单。另外国外和国内一些大公司经常采用的一种控制方式是:称重传感器 称重变送器 PLC 触摸屏(工控电脑)。该方式质量优异且十分稳定,调试简单,操作简易,功能丰富但造价较高,所以该控制方式为大中型用户的最好选择。

胶带给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信...
工作原理:物料随皮带运行,通过传力机构作用于称重传感器,产生一个正比于皮 带载荷的电流信号与速度传感器产生的正比于皮带速度的脉冲信号进行积分 运算,由微机系统根据测量速率与设定速率比较,调节皮带速度,...
电子配料秤是可以通过电脑打印数据的,每日,每周,每月的数据报告.都可以打印出来交给相关部门领导查看的。:这个配料秤厂家都可以定做的,几种料的都能定做。建议您选择厂家时确定一下他们有自己的厂房,这样售后...

 浅析大颗粒尿素装置配料秤的改造
浅析大颗粒尿素装置配料秤的改造
浅析大颗粒尿素装置配料秤的改造
针对年产20万吨大颗粒尿素装置晶种尿素配料秤在使用中出现的问题,对比分析几种常用配料秤的特点,结合现场的实际情况,改造选用了失重秤。通过近两年的生产实践证明,失重秤完全能满足大颗粒尿素配料生产的需要,大大提高了装置的生产效率。
 配料秤计量准确度的提高
配料秤计量准确度的提高
配料秤计量准确度的提高
配料秤适用于颗粒、粉状物料自动配料,更广泛应用于建筑、饲料等行业。随着计算机控制技术的发展,配料秤控制系统逐渐采用自动控制技术来实现自动配料、自动搅拌,以提高配料准确度及提高产品质量和产量。配料秤主要由机架、储料斗、计量箱、控制系统、执行机构等组成。工作
混凝土配料秤是通过自动秤量方式,将散装物料(骨料、水泥、粉煤灰、水、添加剂等)合成为预定且相对固定重量和配比的装料,它包括组合式混凝土配料秤和累加式混凝土配料秤,被广泛应用于各类建筑行业,需要将不同物料按一定比列进行称量混合的场合,如混凝土搅拌站、沥青拌合楼等带有自动配料的称量系统的设备。
干粉砂浆设备主要由储料罐,双轴无重力混合机,提升机,待混仓,小料仓,成品仓,包装秤,斗提机,除尘器,全自动计量配料秤仓,框架等组成。储量罐主要用来储存原料,一般容量为60立方,数量为3个,用来储存水泥,粉煤灰,沙子等物料,生产时根据客户的配方将水泥,粉煤灰,沙子按比例输送到配料秤仓内,在由配料秤仓将配好的物料送到斗提机内,纤维素、胶粉等小比例贵重母料可通过电子秤计量投入外加剂料斗,经斗提机将物料提升到框架上面的待混仓内等待混合,然后将物料卸入双轴无重力混合机内进行混合,混合后的物料由气动门进入成品仓内,再由阀口包装机进行包装即可完成操作,与简易型生产线相比又先进了一步。
干粉砂浆主要由水泥、干砂、粉煤灰、稠化粉等原料组成,特殊工艺的砂浆还需添加少量添加剂如纤维素醚,这些粉粒料都存放在储罐内供生产使用。湿砂首先通过输送机送到筛分机进行筛分,然后通过传输带送往烘干线的三回程烘干机内进行干燥处理。
1、精确的计量配料系统
计量配料方式很多,其中性能最好的是螺旋输送机,原因在于它适用于砂浆里的所有粉体物料,采用变频控制,耐磨材料,水平布置,精确度高,寿命长.如添加剂(小料)是以微量来进行计量的.比例在一比一千到一万的比例的,对计量的要求很关键.
2、高效混合系统
混合机是砂浆材料生产中最关键的一部分,也是整套生产线的"心脏"."同鼎"牌混合机是结合国外技术针对干混砂浆服务的加重型高效混合机能达到如下性能.
(1) 混合均匀度在99%以上,1-3分钟左右混合均匀。
(2)具有独特的搅拌原理和混合机设计而达到混合质量和高效率的基础上降低能耗。(如有机胶粉聚苯颗粒保温砂浆和无机玻化微珠保温砂浆的混合原理)
(3)高速飞刀,高效地分散纤维。
(4)整机采用气密封,气动大开门,独特的出料装置门、浆叶榜板耐磨损设计,寿命超长,维修方便,可靠稳定。
3、成品仓及二次混合系统
成品仓和二次混合消除了纤维多、流动性差、颗粒料出现容易结桥和附着现象。该系统实现了快速,连续出料,对特种原料成品仓加上气浮装置能顺利出料。
4、环保精确的包装系统和散装技术
根据产品品种,该公司提供阀口袋、敞口袋、包装机。包装范围20-50kg,满足不同的项目要求。通过控制系统,操作工人只需将包装袋套入阀口,其它工作即可自动完成。包装好的产品通过皮带输送机输送到码垛台进行存放,由叉车完成产品入库工作。称量精确,包装质量高。
5、智能电脑配料系统
电脑智能控制系统LCPLC。该系统具有自检精度软件校正维护方便、彩色CRT显示工段设备工艺流程图,具有双仓同时给料以缩短配料时间、配方管理、打印实时配料报表、配方产量、原料消耗量报表,并且统计其班日、星期、旬、月等定量管理报表。
6、干粉砂浆设备成套配置:
产量大的干粉砂浆设备,一般情况下会用到4-6个原料罐,其中两个大罐用于装放散装水泥和粉煤灰,其余小罐用于装放轻钙、重钙、砂、小料等。散装水泥和粉煤灰进罐不需要提升设备,依靠泵车打入。散装粉煤灰仓一般为圆筒支架结构,其上部有除尘设备,防止粉尘泄漏,下部装有破拱装置,防止粉料结块,使粉料卸出顺畅,并装有料位传感设备,可随时掌握仓内物料使用情况。
干粉砂浆设备工作程序:
1、试机前必须先将本套干粉砂浆设备所有减速机加油(按标准),本干粉砂浆设备需要加油单机有:①输送泵减速机②配料称斗③斗提机④双轴混合机⑤成品仓减速机⑥空气压缩机等。
2、接通所有电机线路,气动控制线接至配电柜,然后逐个试转,调好转向,将配料称,阀口包装机调试好后,准备生产。
3、首先开启斗式提升机,空气压缩机,除尘器,启动配料称斗开始工作,并将配好的物料由斗提提至待混仓。
4、启动双轴无重力混合机,在启动成品仓电机。
5、双轴无重力混合机工作3-5分钟后启动成品仓电源,打开双轴无重力混合机阀门将物料放入成品仓进行包装。
6、当松开气动阀门按钮时,气动门关闭,启动斗式提升机进行第二批次投料。
依次循环完成所需产量(工作时双轴无重力混合机以及成品仓一直运行工作)。

承受拉、压力均可,输出对称性好。精度高、结构紧凑,规格齐全。适用于配料秤、机电结合称、吊钩秤及其它力值的测量与控制 。
