皮革烫金机文献

 皮革原材料
皮革原材料
皮革原材料
一、皮有许多种,按原材料种类分,可分为: 真皮,超纤皮,环保皮,西皮,仿皮 : 1* 仿皮其实就是 PVC塑料,只是表面做成皮纹而已!仿皮的好坏由厚度 决定,国标规定:厚 0.65MM—0.5MM。一般的仿皮厚 0.7MM,有厚 1.0MM,1.2MM, 1.5MM,2.0MM的,仿皮越厚越好!仿皮的颜色很重要,必须与真皮同色或接近, 如相差比较大,会严重影响家具的质量!仿皮有天那水的味道。 2* 西皮是一种人造皮,主要由 PVC制成,一般厚 1.0MM以上。 3* 环保皮是新型的人造皮,手感很软,皮纹与真皮相似 , 一般厚 1.0MM 或 1.0MM以上。 4* 超纤皮是最好的人造皮,皮纹与真皮十分相似,手感有点偏硬,外人 很难分辨是真皮还是再生皮。超纤皮,全称为 超细纤维仿真沙发革,也叫 再生皮,属于合成革中的一种新研制开发的高档皮革,不是真皮。因其具有耐 磨、耐寒、透气、耐老化、质
 烫金机工序检验记录表
烫金机工序检验记录表
烫金机工序检验记录表
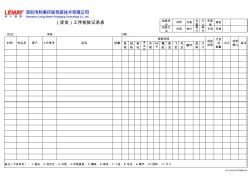
外观 位 置 尺 寸 牢固 度 颜色 样办 卷 尺 卷 尺 手刮 目测 审核: 日期: 首 检 抽 检 拖 花 烫 走 位 外 观 牢固 度 爆 纸 掉 金 飞 金 毛 边 糊字 混 料 尺 寸 纠正 效果 确认 备注 检验项目 备注(不良项目): 1-拖花; 2-烫走位; 3-外观; 4-牢固度差; 5-爆纸; 6-掉金; 7-飞金; 8-毛边; 9-糊字; 10-混料; 11-尺寸 IPQC : QC-WI-06-FORM08-A0 时间 作业员 客户 工令单号 品名 批量 检验 结果 不良 品 数量 (烫金)工序检验记录表 检验项 目 材质 检验方 法 目测