平焊位置
焊缝倾角0°、焊缝转角90°的焊接位置,叫平焊位置。
-

选择特殊符号
选择搜索类型
请输入搜索
焊缝倾角0°、焊缝转角90°的焊接位置,叫平焊位置。
| 平焊法兰 | 平焊 |
| 平焊钢法兰 | 平焊对焊 |
| 平敷焊 | 带颈平焊法兰 |
平焊位置 平焊时,熔滴依靠自身重力自然垂落至熔池,熔池结晶位置处于水平,结晶条件良好,焊缝成形美观,是所有焊接位置中最适宜于操作的位置,熔池金属不会流失,所以是埋弧焊的唯一焊接位置。生产中,应尽量采用各种变位机械将其它各种焊接位置转变为平焊位置,以便于操作。
焊缝尺寸符号标注原则是
1)焊缝横截面上的尺寸标在基本符号的左侧。
2)焊缝长度方向上的尺寸标在基本符号的右侧。
3)坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
平焊位置 4)相同焊缝数量符号、焊接方法代号等标在尾部。
1、试说明图20中焊缝符号的意义?
图20a表示为双面角焊缝,周围焊,焊脚尺寸6mm,手弧焊。图20b表示为单面Y形坡口,坡口角度60°装配间隙2mm,钝边2mm,焊后焊缝表面须加工成与母材平齐,相同焊缝有四条。图20c表示为带垫板的对接接头,单面焊,I形坡口,装配间隙2mm。图20d表示为交错断续角焊缝,焊脚尺寸8mm,焊缝长100mm,共20条,焊缝之间距离50mm,在工地焊接。
2、什么是焊接位置?焊接位置又如何表示?
平焊位置 熔焊时,焊件接缝所处的空间位置称为焊接位置,可用焊缝倾角和焊缝转角来表示。
焊缝轴线与水平之间的夹角称为焊缝倾角,见图21a。
通过焊缝轴线的垂直面与坡口的等分平面之间的夹角称为焊缝转角,见图21b。
根据焊缝倾角和焊缝转角大小的不同数值,可将焊接位置分为平焊、立焊、横焊和仰焊四种。
3、什么是平焊、立焊、横焊、仰焊和全位置焊?
(1)平焊焊缝倾角0°~5、焊缝转角0°~10°的焊接位置称为平焊位置,见图22a。在平焊位置进行的焊接就称为平焊。
平焊位置 (2)立焊焊缝倾角80°~90°、焊缝转角0°~180°的焊接位置称为立焊位置,见图22b。在立焊位置进行的焊接就称为立焊。
(3)横焊焊缝倾角0°~5°,焊缝转角70°~90°的焊接位置称为横焊位置,见图22c。在横焊位置进行的焊接就称为横焊。
(4)仰焊焊缝倾角0°~15°,焊缝转角165°~180°的焊接位置称为仰焊位置,见图22d。
(5)全位置焊管子水平固定对接焊时,因同时包含仰、立、平三种焊接位置,所以称为全位置焊,也称管子的水平固定焊,见图22e。
平焊位置 4、什么是船形焊?它有什么优点?
T形、十字形和角接接头处于平焊位置进行的焊接称为船形焊,亦称平位置角焊,见图23。
船形焊相当于开90°角Y形坡口内的水平对接焊,焊后焊缝成形光滑美观,一次焊成的焊脚尺寸范围较宽,对焊工的操作技能要求也较低,但一次焊成的焊缝凹度较大。调节α角即可调节底板和腹板内熔合面积的分配比例。当δ1=δ2时,取α=β1=β2=45°,当δ1<δ2时,取α<45°使熔合区偏于厚板一侧。
平焊位置5、什么是正接、反接?如何选用?
采用直流电源施焊时,焊件与电源输出端正、负极的接法称为极性。极性有正接和反接两种:
正接--焊件接电源正极,焊条接电源负极的接线法,也称正极性。见图24a。
反接--焊件接电源负极,焊条接电源正极的接线法,也称反极性,见图24b。
选用原则:
平焊位置1)碱性焊条手弧焊采用反接。因为碱性焊条手弧焊采用正接时,电弧燃烧不稳定,飞溅很大,电弧声音暴躁,并且容易产生气孔。使用反接时,电弧燃烧稳定,飞溅很小,而且声音较平静均匀。
同理,埋弧焊使用直流电源施焊时,也采用反接。
2)钨极氩弧焊焊接钢、黄铜时采用正接。因为阴极的发热量远小于阳极,所以用直流正接焊接时,钨极因发热量小,不易过热,同样大小直径的钨极可以采用较大的电流,钨极寿命长;焊件发热量大,熔深大,生产率高。而且,由于钨极为阴极,热电子发射能力强,电弧稳定而集中。

管道法兰按与管子的连接方式可分为五种基本类型:平焊法兰、对焊法兰、螺纹法兰、承插焊法兰、松套法兰。法兰的密封面型式有有多种,一般常用有突面(RF)、凹面(FM)、凹凸面(MFM)、榫槽面(TG)、全平...
焊接平焊的技巧:1) 开始时,倾斜角适当增大,当温度升高时倾斜角相应减少;2) 焊丝与焊炬的夹角保持在90°左右;3) 焊丝始终浸在熔池内,并不断地搅拌熔池;4) 焊薄件时焊丝可作上下运动;5) 结束...
(1)平焊封面焊的运条也是必须掌握的重要方面。运条时焊条摆动的幅度和移动的范围直接影响着焊缝的成形、铁水的张力和对坡口边线的“淹没”程度。一般来说,平焊时焊接电流强度较大,形成的熔池的铁水的张力也大,...

 (5)平焊
(5)平焊
(5)平焊
校址 : 灵宝市长安路西段西出口 网址 : http://www.hnlbzz.com/- 1 - 自信自强 执着追求 永不言败 灵宝职专教案 课程名称: 平焊操作技术 章节名称 任务: V形坡口板对接平焊 授课教师 李磊 课 实训课(√ ) 适用班级 12机电秋 班级企业化分组 及核心精神 任 务 目 标 知识目标 掌握平焊操作要求 技能目标 掌握板对接平焊的正确操作手法。 素养目标 培养学生做事认真的态度 项目重点 及解决办法 焊接工艺参数的选择、操作的姿势及焊缝成型的控制 通过讲练结合及教学视频突破重点 项目难点 及解决办法 焊接工艺参数的选择, 单面焊双面成型技术, 采用讲练 结合教学视频突破难点 教法设计 讲练结合 教学手段使用 多媒体 课前检查 饭后要诵读和唱歌, 课前要查学生上课准备, 查桌面整 齐与净,查出勤,查企业化分组 复习回顾 两种引弧方法 校址 : 灵宝市长安路西
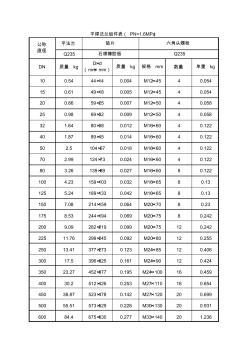 平焊法兰及组件表
平焊法兰及组件表
平焊法兰及组件表
平法兰 Q235 DN 质量 kg D×d (mm×mm) 质量 kg 规格 mm 数量 单重 kg 10 0.54 44×14 0.004 M12×45 4 0.054 15 0.61 49×18 0.005 M12×45 4 0.054 20 0.86 59×25 0.007 M12×50 4 0.058 25 0.98 69×32 0.009 M12×50 4 0.058 32 1.64 80×38 0.012 M16×60 4 0.122 40 1.87 89×45 0.014 M16×60 4 0.122 50 2.5 104×57 0.018 M16×60 4 0.122 70 2.99 124×73 0.024 M16×60 4 0.122 80 3.26 139×89 0.027 M16×60 8 0.122 100 4.23 159×103 0.0
平角焊 平角透视 平焊位置 平焊 平角 焊缝
| 平角焊 |
平角透视 |
| 平焊位置 |
平焊 |
| 平角 |
焊缝 |
T形、十字形和角接接头处于平焊位置进行的焊接称为船形焊,亦称平位置角焊。
①由于采用颗粒状焊剂,这种焊接方法一般只适用于平焊位置。
②难以用来焊接铝、钛等氧化性强的合金。
③不能直接观察电弧与坡口的相对位置,容易焊偏。
④只适于长焊缝的焊接。
⑤不适于焊接厚度小于1mm的薄板。
由于埋弧焊熔深大,生产效率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝,尤其适用于大批量生产。

