YT1000型前后刀数控切割机,是永陶公司自主研发的一款新型的数控陶瓷切割机,成功解决了切割暴边的现象,可谓是瓷砖加工生产中的王牌切割机,它有传统切割机无法比拟的优点:
1、数码自动调整尺寸,使你不再为多种规格的各种尺寸调整而烦恼,控制精度可达0.1mm以内;
2、前后两刀头,可对瓷砖进行一开二自动连续切割,具有切割后无崩边、大小头等优点;
3、破损率低,性能稳定,节能降耗,效率高,加工成本低,速度快,切割效果好;
4、自动监控故障状态,使维修更方便。
5、解决了自动切割调速平稳度,可以达到切割时没有震动。
6、大大降低了切割成本、电费成本、机械成本、维修成本。
7、提高了工作效率,(1台前后刀数控陶瓷切割机可以顶4台手动介砖机,2个人可以顶4个人,速度提高了4倍,工人节省了一半,)将破损率降到了最低,甚至没有破损。
YT800-1000型前后刀数控切割机,设计领先,性能稳定,节能少耗,效率高,使用成本低廉,为您带来高质量的产品及良好的经济效益。
二、产品技术参数:
参数 输送带宽度 输送带速度 刀片直径 输送带变频 电机功率 主轴电机功率 整机总功率 加工宽度 加工厚度 耗水量 外形尺寸 重量
单位 mm M/min mm kw k w kw mm mm L/min mm kg
数值 820 2-7 Φ116*Φ130 1.1 3 7.1 800 6-20 150 2200*1900*1600 18002100433B

 VERSA数控自动坡口切割机
VERSA数控自动坡口切割机
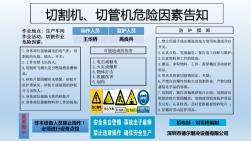 切割机、切割机危险因素告知
切割机、切割机危险因素告知