选择特殊符号
选择搜索类型
请输入搜索
中国切削刀具制造行业机遇与挑战并存,但是总体来看,行业发展的有利因素占据了主导地位。结合国内外经济发展情况以及中国切削刀具行业自身的发展状况,预计“十二五”期间中国切削刀具行业将保持每年25%以上的速度增长,预计到2015年行业销售收入有望突破1400亿元大关,切削刀具领域硬质合金需求前景较好。
刀具按工件加工表面的形式可分为五类:
■ 加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;
■ 孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;
■ 螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;
■ 齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;
■ 切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
此外,还有组合刀具。
按切削运动方式和相应的刀刃形状,刀具又可分为三类:
■ 通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;
■ 成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;
■ 展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。
按工件加工表面的形式可分为五类:
■ 加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;
■ 孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;
■ 螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;
■ 齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;
■ 切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
此外,还有组合刀具。
按切削运动方式和相应的刀刃形状,刀具又可分为三类:
■ 通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;
■ 成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;
■ 展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。刀具的结构。
按切削运动方式和相应的刀刃形状,又可分为三类: 1、通用,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等; 2、成形,这类的刀刃具有与被加工工件断面相同或接...
制造的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬...
其实就是产品表面有点毛糙 然后光学反应产生的颜色,加切削液精加工会好点的
切削工具是机械制造中用于切削加工的工具。 绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。
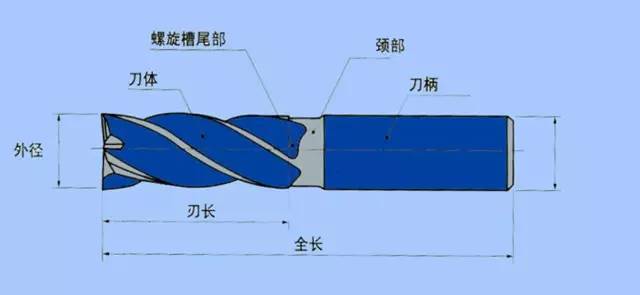
各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。
刀具的装夹部分有带孔和带柄两类。带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。
带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。车刀、刨刀等一般为矩形柄;圆锥柄靠锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。很多带柄的刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。
刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
刀具工作部分的结构有整体式、焊接式和机械夹固式三种:
■ 整体结构是在刀体上做出切削刃;
■ 焊接结构是把刀片钎焊到钢的刀体上;
■ 机械夹固结构又有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。
硬质合金刀具一般制成焊接结构或机械夹固结构;瓷刀具都采用机械夹固结构。
刀具切削部分的几何参数对切削效率的高低和加工质量的好坏有很大影响。增大前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。但增大前角,同时会降低切削刃的强度,减小刀头的散热体积。
在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。通常讲的刀具角度,是指制造和测量用的标注角度在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不同,但通常相差很小。
根据制造业发展的需要,多功能复合刀具、高速高效刀具将成为刀具发展的主流。面对日益增多的难加工材料,刀具行业必须改进刀具材料、研发新的刀具材料和更合理的刀具结构。
■ 硬质合金材料及涂层应用增多。细颗粒、超细颗粒硬质合金材料是发展方向;纳米涂层、梯度结构涂层及全新结构、材料的涂层将大幅度提高刀具使用性能;物理涂层(PVD)的应用继续增多。
■ 新型刀具材料应用增多。陶瓷、金属陶瓷、氮化硅陶瓷、PCBN、PCD等刀具材料的韧性进一步增强,应用场合日趋增多。
■ 切削技术快速发展。高速切削、硬切削、干切削继续快速发展,应用范围在迅速扩大。
制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。
聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。
硬质合金可转位刀片现在都已用化学气相沉积涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。
由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。
刀具材料大致分如下几类:高速钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼以及聚晶金刚石。
各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。
刀具的装夹部分有带孔和带柄两类。带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。
带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。车刀、刨刀等一般为矩形柄;圆锥柄靠锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。很多带柄的刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。
刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
刀具工作部分的结构有整体式、焊接式和机械夹固式三种:
■ 整体结构是在刀体上做出切削刃;
■ 焊接结构是把刀片钎焊到钢的刀体上;
■ 机械夹固结构又有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。
硬质合金刀具一般制成焊接结构或机械夹固结构;瓷刀具都采用机械夹固结构。
刀具切削部分的几何参数对切削效率的高低和加工质量的好坏有很大影响。增大前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。但增大前角,同时会降低切削刃的强度,减小刀头的散热体积。
在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。通常讲的刀具角度,是指制造和测量用的标注角度在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不同,但通常相差很小。
制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。
聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢只用作锉刀、板牙和丝锥等工具。
硬质合金可转位刀片都已用化学气相沉积涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。
由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。
刀具材料大致分如下几类:高速钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼以及聚晶金刚石。
硬质合金切削刀具几何角度及切削要素以车刀为代表,介绍了硬质合金切削刀具切削部分基本定义及有关名词术语,同时说明了硬质合金切削刀具几何形状的分析及其图示方法。
硬质合金切削刀具几何角度及切削要素包括对硬质合金切削刀具的切削运动与切削用量、钨钢切削刀具切削基本知识、钨钢切削刀具的工作角度及其钨钢切削刀具的切削层与切削方式的详细介绍。
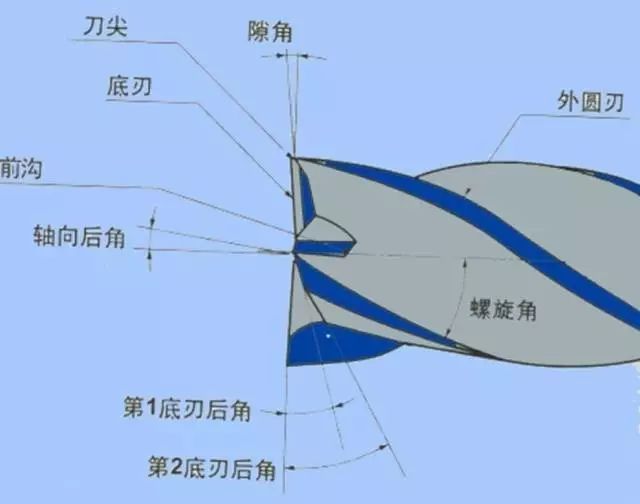
不同类型的钨钢切削刀具,其刀面、切削刃数量不同。但组成钨钢切削刀具的最基本单元是两个刀面汇交成的一个切削刃,简称两面一刃。任何复杂的钨钢切削刀具都可将其分为一个个基本单元进行分析。
一、切削刀具的基本分类
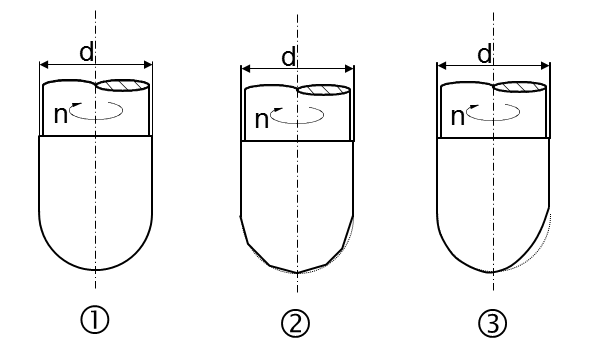
按端部几何形状分:
平底端铣刀
平底R角端铣刀
球头端铣刀
可转位镶嵌式端铣刀
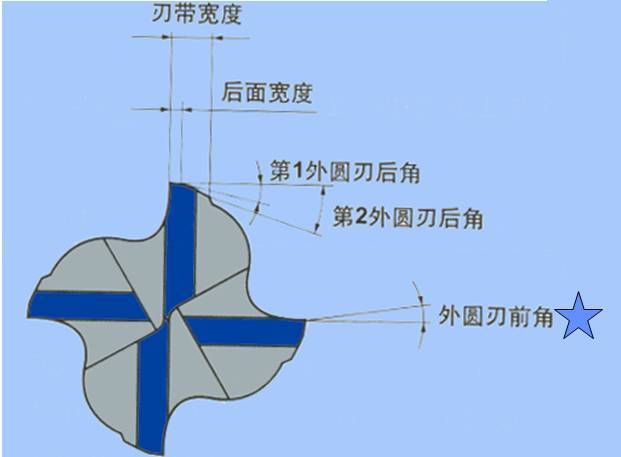
二、切削刀具的基本几何结构
三、切削刀具的几何精度
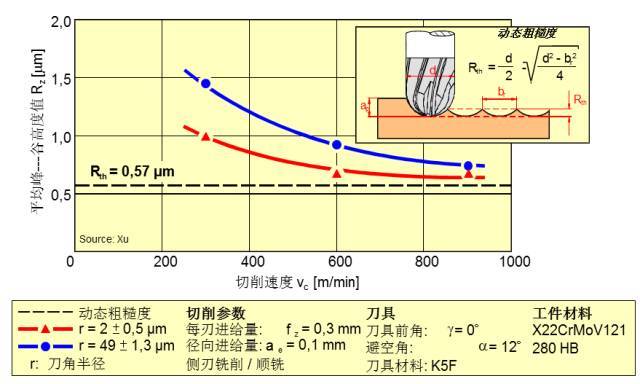
用于精加工的切削刀具,切削刃必须具有很好的轮廓精度。
刀具的几种可能轮廓偏差
轮廓精确;
由于研磨过程不够精确,而导致在刃部产生不规则碎面;
由于研磨过程不够精确而导致的半径偏差。
如果对工件精度要求非常高,应该在刀具生产商那里购买获得标准认证的刀具。
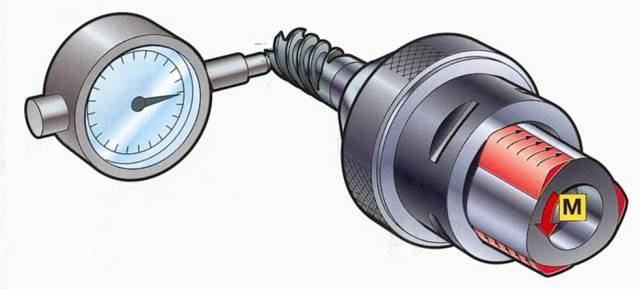
四、保证刀具的径向跳动误差最小
在保证刀柄及刀具系统的最大悬伸长度不超过规定值的前提下,要使主轴能够精确运转,必须于刀柄及切削刃处分别检测刀具的径向跳动误差。如果径向跳动误差过大就会导致主轴的严重震动。
五、如何选择合适的切削刀具
(1)分析具体加工条件,如主轴及机床性能,刀具的夹持系统,润滑方式等;
(2)分析工件材料特性;
(3)分析加工表面质量及加工精度要求、成本等;
(4)综合考虑各种因素,做出最优化的选择。

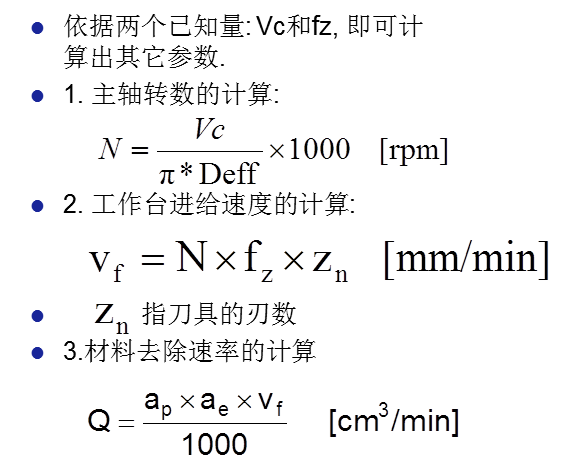
六、高速切削加工参数的计算方法
三項重要公式
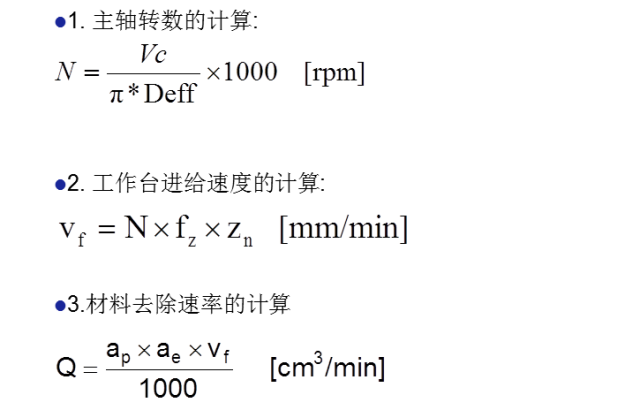
七、高速切削过程中的几个重要术语和加工参数
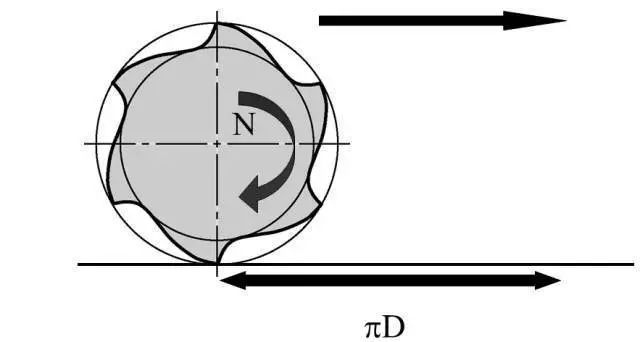
1. 切削速度Vc
切削速度的定义:Vc=N*p*Deff/1000
Vc是指在特定刀具的情况下,适合某工件材料高速加工的合适的切削速度值,它是指刀具的线速度。
如何正确设定切削速度Vc值:
由刀具供应商提供;
参考已有的实验数据;
通过大量切削实验建立自已的数据库。
Vc值是正确设定其它切削参数的重要依据!
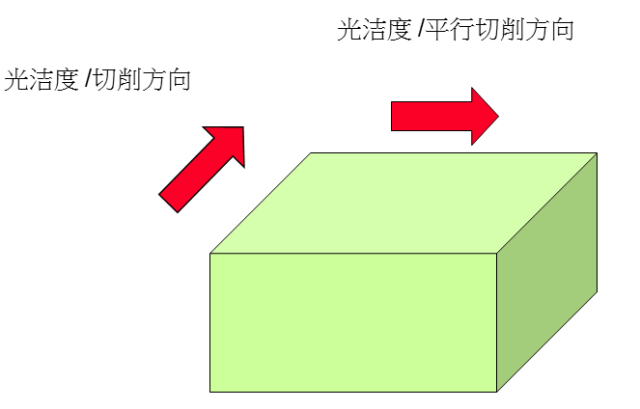
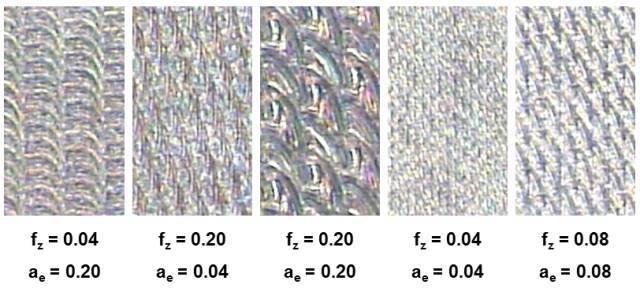
切削速度对表面光洁度的影响▼
不同切削速度下, 所产生的铁屑颜色比较▼

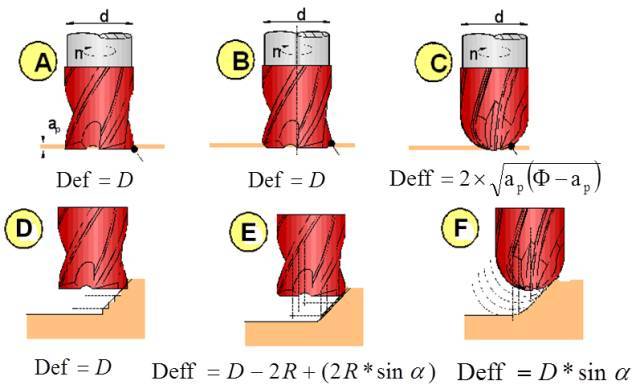
2.有效刀具直径Deff
有效刀具直径以及有效刀具直径的计算。
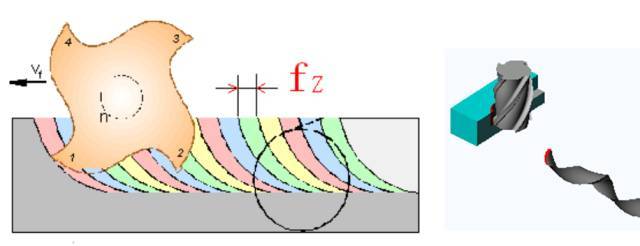
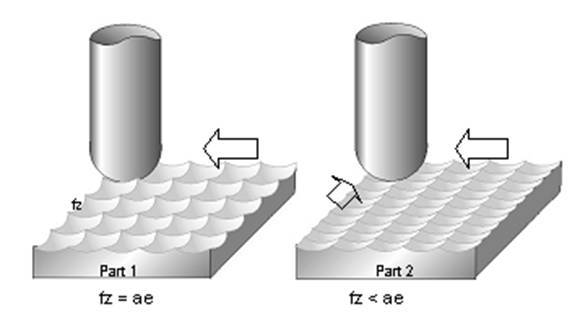
3.每刃进给量fz
每刃进给量的定义:
如何正确设定刀具的每刃进给量:
由切削刀具供应商提供;
参考别人研究所得的实验数据;
通过大量切削实验获得。
每刃进给量的设定正确与否, 对刀具所受切削载荷的合理分布有着极其重要的影响。
4.轴向及径向进给量ap& ae
轴向进给量的计算:
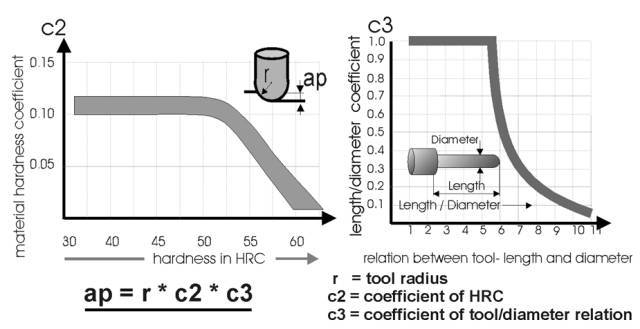
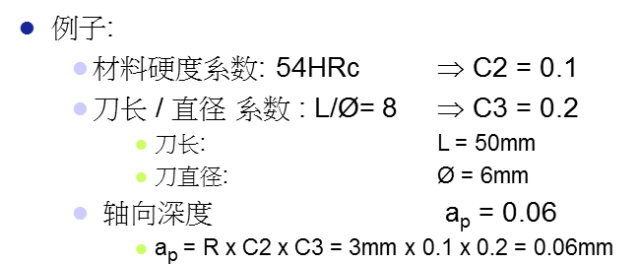
因应主轴、刀具及材料,会影响实际的结果。
Ae及Fz对光洁度的影响▼
高速加工中,各切削参数的计算方法
加工参数的设定原则
1.在高速加工过程中,必须对加工参数进行优化,不可随意设定;
2.必须正确设定切削速度Vc值;
3.必须正确设定每刃进给量fz。
合理的取值既可将刀具的切削效能发挥至极限, 使刀具得到充分利用, 提高加工质量和效率; 又不会影响 刀具的使用寿命, 从而达到节约成本, 实现真正高速加工的目的。
八、加工测试
测试刀具在切削S136的能力,本次实验的测试所使用的刀具如下:
直径: 10mm
刃数: 6
前角: -13 °
涂层: TiAlN
试验项目▼
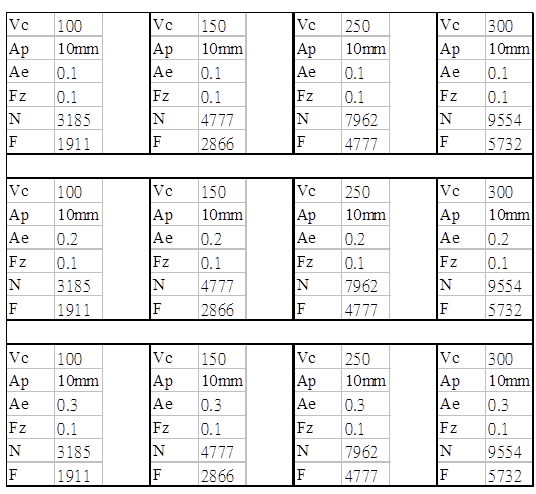
结论:
当Vc从150上升至250时嘈音明显改善;
不同Vc值有不同铁屑颜色,证明加工温度不同;
Fz的改变,亦会影响切削温度。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权并按国家标准支付稿酬或删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
硬质合金切削刀具切削过程是指通过切削运动,由硬质合金切削刀具从工件上切下多余的金属层而形成切屑和已加工表面的过程,在这过程中硬质合金切削刀具产生变形,形成切屑,产生切削力、切削热与切削温度、切削刀具磨损等诸多现象。
如果将削掉的果皮重新卷在苹果上,也可以按照原来的样子拼在一起。然而,在用硬质合金切削刀具切削金属,特别是在持续不断地切削钢材时,切屑不会照原样卷起来。并不是因为切屑太硬,而是因为切屑长度会产生变化的缘故。同时,切屑会变宽、变厚。也就是说,不同的切削要素下的切屑形状也大不相同。切屑的厚度一般是原来的好几倍,而切屑的长度是原来的几分之一。因此,用某个切削速度切削而得到的切屑,相当于是以几分之一的切削速度产生的切屑。