切张机
切张机是一种利用机构原理与设备动力,在工业生产中用来分切各种原材料的加工机器。
-

选择特殊符号
选择搜索类型
请输入搜索
切张机是一种利用机构原理与设备动力,在工业生产中用来分切各种原材料的加工机器。
1.下班后应作机台之保养,整台机器之清洁工作及上油等。
2.每周应作整台机器之检查工作,各部螺栓之检查,如有松动应锁紧。
3.上油工作包括OILING ITEMS INCLUDING:
(1) 上刀之凸輪活动及导轨位置。
(2) 润滑油可使用专用油(托板油)及齿輪油等。
(3) P.P.卷筒架之滚轴位置清洁上油等。
4.清洁工作应包括机台之任何位置,皆应清洁干净。
5.早晨因冷气之湿气太重,故于下班后,应于刀上清洁后,喷上少许除 锈油。
6.操作途中应注意机台之異声,如刀太钝或马达过热,则应停下检查机
器加以排除,再继续使用。
7.齿輪箱润滑油应半年检查一次,添加齿輪油。
8.滚动轴承一年应添加一次黄油。
9.橡胶滚筒如会滑动,中高不足应拆下研磨。
10.如长时间不用,应将滚筒拉起,避免滚筒变形。
1、打开电源开关,面板无显示及灯亮,可能为保险丝损坏,请更换符合规格之保险丝。
2、切刀一直切,无送料时,将近接开关调至接近感应螺丝,但不可互碰,若仍然不行,可能是近接开关损坏,也有可能是计算机箱损坏。
3、切出材料长短不一时:
(1)上滚轮压力太小,将压力螺帽调整,加大压力。
(2)送料马达固定螺丝松动,将螺丝旋紧。
(3)下滚轮皮带轮顶丝松动或送料马达皮带轮顶丝松动,将顶丝锁紧。
(4)同时裁切两条以上,而两条裁切完的长度不一样时,调整上滚轮两侧压力,使两条裁出长度均等。
(5)送料马达送料时抖动,而不是平顺运动,则为驱动盒故障,请更换好的驱动盒。
4、按起动键机器无动作:
(1)预切长度及预切数量有一个设定为0,则机器不动作,请设定正 确数值.
(2)预切数量与已切数量一样,请按归零键归0。
(3)以上方法都无效,则为计算机箱故障。
5、使用热裁切时,带子无法切断:
(1)刀片有缺口或钝了,请修磨或换刀。
(2)下刀垫切痕太深,请更换下刀垫。
(3)加热铜功率降低,加温速度慢,查看安培表,更换加热铜。
(4)设定温度太低,请加温。
(5)材料太厚,重设裁刀次数。
6、使用冷刀切不断材料:
(1)刀片是否有缺口或钝了,请修磨或换刀。
(2)部份断,部份不断,请在不断处之下刀背面垫上纸片。
(3)调整刀片间隙螺丝,先放松螺帽,再将螺丝旋进,再固定螺帽,请注意!螺丝旋到底时,有可能顶死间隙板,直接影响拖板的上、下运动。
这种机器根据各地的习惯匹配了很多不同的称呼,一般有以下几种:裁切机、分切机、横切机,开料要、下料机、落料机、裁料机、切纸机等。按机器自动化可分类为手动切张机、半自动切张机与全自动切张机。可运用于ITO导电膜、玻璃纤维树脂板(P.P.)、塑料膜、P.V.C.膜、胶片、地砖、铜箔、铝片、纸张、贴纸材料的切张等。

双轴的好用,分切机价格看具体情况,不同型号的分切机的价钱也是不一样的,希望你实地考察一下。
奔朗品牌锯片,性价比高,可以了解一下
那么这台机器是不是出问题了,具体是哪里出现问题根据你给出的这些文字描述我们也找不到问题的所在呀。
1.简单实用,不用装配模具,利用机构原理与设备动力,切割所需之原料长短大小。
2.超精密设计,减少原物料之损失; A.C伺服控制系统,增加产能。更适用于高成本物料之使用。
3.在机器上加装分条切后,可实现分切与分条同时进行,可以提高生产效率。
4.密封式安全设计,不会对操作者造成危险。
5.下拉式切刀设计,调刀容易,整齐美观。
6.独特之换刀设计,换刀研磨,维修容易。
7.机构式张力控制系统,不用马达电气控制。
8.精密N.C控制系统设计,尺寸精确,节省材料,操作容易,维修容易。
9.可切板材,及卷状材料
10.免调刀,不用专业技术人员即可调刀。
11.有 4 组张力模式提供客户选择,使用者只需输入材料品号或选择所需模式,即可自动张力控制。
引引
检验项目及明细 | 检验标准 | 检验方法/工 具 | ||
电器 部 分 | 1 | 总电源开关 | 按钮顺畅,闭合灯亮,断开灯灭 | 手按/目测 |
2 | 保险管(丝) | 通电正常 | 万能表 | |
3 | 电源指示灯 | 通电后灯亮 | 手按/目测 | |
4 | 电源开关 | 安装牢固,电压稳定,规格正确 | 万能表 | |
5 | 急停开关 | 旋钮顺畅,闭合断开正常 | 手按/目测 | |
6 | 测标电眼 | 连接方式标准,正常识别标签 | 测试 | |
7 | PLC信号 | 输入输出信号无滞后 | 测试 | |
8 | 测物电眼 | 待贴产品经过,能正常检测到 | 测试 | |
9 | 牵引电机 | 转动正常,无异响 | 测试 | |
11 | 分瓶电机 | 转动正常,无异响,力足够 | 测试 | |
12 | 调速器 | 所用规格与电机匹配,控制速度快慢,反应灵敏 | 测试 | |
13 | 触摸屏程序 | 正确进入各个界面 | 手按 | |
14 | 触摸屏功能 | 点动、自动、在线监控和参数设置各对应功能、动作正 确 | 手按 | |
15 | 编码器 | 输送和压顶速度改变后,牵引速度是否自动匹配 | 测试 | |
16 | 接地 | 正确连接电箱机体 | 目测 | |
17 | 端子接线 | 牢固,无干涉 | 用手拨动 | |
18 | 端子编码 | 无缺失,标识正确 | 目视 | |
19 | 抽风扇 | 转动顺畅,无异响,起抽风散热功能 | 测试 | |
机 械 部 分 | 20 | 料盘 | 安装紧固、无裂痕等加工不良,刹车达到效果 | 测试 |
21 | 导标滚筒 | 安装轴向间隙小于0.1,转动顺畅 | 测试/卡尺 | |
22 | 限位圈 | 与滚筒配合松紧度合适 | 测试 | |
23 | 电眼架 | 调整行程足够,调整顺畅,标带不会压住电眼槽内壁 | 测试 | |
24 | 压紧度合适,无生锈现象 | 目测 | ||
25 | 剥标顺畅、无毛刺、利角,调整无死角 | 目测 | ||
26 | 轴承 | 无异响、转动顺畅(特别注意输送及压顶轴承) | 听测 | |
27 | 牵引轴 | 主动轴与从动轴平行压合,压紧度合适 | 测试 | |
28 | 收料 | 线速度比牵引快,底纸不松动,打滑正常 | 测试 | |
29 | 目视 | |||
30 | 同步带张紧度 | 张力适当 | 手压 | |
31 | 滚筒端盖 | 紧配,不松动 | 手拔 | |
32 | 测试 | |||

 巧用单股钢丝线行切口减张缝合
巧用单股钢丝线行切口减张缝合
巧用单股钢丝线行切口减张缝合
腹部切口裂开是腹部手术后的严重并发症,特别是对于年老体弱、病情严重、营养不良及腹内压增高的患者,而预防和治疗腹部切口裂开最有效、最常用的方法是切口减张缝合,传统的减张缝合用10号丝线,有其缺点。经过临床实践,我院采用单股钢丝线为30例患者做切口减张缝合,愈合效果较好,现介绍如下。
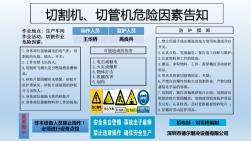 切割机、切割机危险因素告知
切割机、切割机危险因素告知
切割机、切割机危险因素告知
切割机、切割机危险因素告知