一:、什么叫做气流?
简单地说,气流就是空气的上下运动,向上运动的空气叫做上升气流,向下运动的空气叫做下降气流。上升气流又分为动力气流和热力气流、山岳波等多种类型,滑翔伞一般利用动力上升气流和热力上升气流两种来完成滞空、盘升和长距离越野飞行。(气流和风的区别)气流是气象学的学术用语,风是我们的生活用语,其实无论空气是水平运动还是垂直运动都可以叫气流。但是空气垂直运动我们不能感受到,只能感受得到水平气流,所以生活中所说的风只能是指水平气流.
二、气流的生成
气流的生成,非常复杂,热力气流的生成受各种天气、温度、湿度,空气温度递减率、地表温差、气压、等数据影响。一般来说,空气温度递减率越大、日照越充足、空气越干燥,热力气流的形成就越好。
三:气流的特点:
1、 气流的惰性
气流往往走的是最短最近的途径。它是有惰性的,在参差不齐的山上,一直依赖于一个依托物爬升,如果是平地,没有激发物,它就趴着,向水平方向运动。
2、 气流的释放点
在水平运动状态的气流如果遇到激发物,就沿着障碍物爬升,一直走到障碍物的最顶端,依赖于山的最高点,所以一段山形最高点的上方空域(山额),往往是气流的释放点。我们如果把山比做一个不规则的冰块,把冰块倒过来,水滴下来的位置是冰块最尖点,倒转回来,这就是气流的释放点。因而起飞前先要仔细判断山形,根据山体的起伏形态找到气流的激发点来制定飞行航线,这种方法可以使飞行员在越野过程中找到接续气流的点,利用它盘升高度,然后继续飞行。
3、 根据场地判断气流
在群山环抱的场地中,气流出现的情况一般整幅连绵的山体来得复杂,所以起飞前一定 根据不同的场地仔细判断。
对于山窝里的气流,一般来说,正迎风的情况下,气流在山窝里流速会比沟外的强,如果风力稳定持续的话,这样的动力气流可以利用;但是千万注意,在侧风的情况下,要防止假风和山窝里的回旋气流,这时的山沟里就绝对不能去。 因为侧风的情况下山窝里会产生假象的上升气流和风力回旋,表面上高度表报告进入上升气流,但那有可能是风力回旋造成的假性上升,附近马上就会有一个向下的力,容易产生折翼等危险。
在整个山系有不同落差或风层走廊的情况下,要特别注意切力风层的出现。有时在某段高度内有时会出现两个速度不等、方向不同的切风,导致整个伞翼旋转或拍击,在这个情况下,如果高度足够的话,应尽快逃离;或主动失去一部分高度,脱离风层切面。
四:热力气流和动力气流的区别
A:动力上升气流,就是水平运动的风在遇到山或者障碍物激发时,改变运动方向而形成的向上运动的气流,它的强弱大小受障碍物的大小以及风力大小的影响。
动力气流的特点是:
1:在迎风的山坡,风力稳定持续的话,动力气流应该是一样持续稳定的。
2:障碍激发物(山体)越高、坡度越陡、风力越大、动力上升气流就越强,上升区域就会增加;
3:完整山体的宽度越大,上升的速度和动力气流的幅面也越大;
4:动力上升气流的高度是有限的,它的高度一般可以超过山的高度的三分之一左右。
利用动力上升气流可以使滑翔伞达到滞空和盘升的目的。寻找动力气流,要在坡度比较陡、山形完整的的迎风面,这样的情况上升速率是一样的。
B: 热力上升气流,是受日照、气压、温度、风力等气象条件和地形条件的影响形成的上升气流,它的高度可以从几百米到几千米,它的速率可以从几米至几十米/秒,所以在同一个场地,而天气条件下不一样的情况下,飞行所遇到的热力上升气流也不一样。在气象条件比较好的情况下滑翔伞可以利用上升速率在10米/秒的热力上升气流飞得很高很远。
由于地表热容量的不同,吸收热量的不同,热力气流就不同。举例来说,砂石吸收的热量最少,最容易饱和,但这时候日照还是继续,于是把多余的热量辐射给周围的空气,把周围的空气加热,所以沙漠、山石、裸露在阳光下的干燥地表等上空形成热力气流的机会很大;而有水、草地、湿润的地区受阳光照射后形成热力气流则比较慢,因为需要的热量很大,周围的空气都是冷的,它需要热量来蒸发水分,热力气流向上走的时候,两边的气流来不足,对它造成压力,从而形成相对意义上的下降气流; 还有一种黄昏时的特殊热力回吐气流(俗称傻瓜气流),由于水面吸收了一天的阳光照射,在黄昏太阳落山前后,岩石等干燥地表迅速失温,而水面蕴涵的热力却依然强 盛,热容比相对比较大,造成水面上是上升气流,而干燥的岩石地面上空却是下降气流的奇特现象

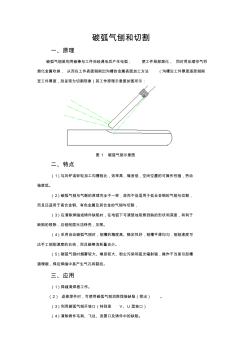 碳弧气刨和切割
碳弧气刨和切割