1 导读
汽缸是为了将通流部分构成一个密封压力容器,以与外界大气隔绝。汽缸内安装着隔板、隔板套(持环)及许多其它静止部件。为了简化汽缸的结构,汽缸内设置隔板套(持环),利于设置抽汽腔室。汽缸通常分高压、中压、和低压汽缸。
6MW~135MW汽轮机,一般将高中低压汽缸综合成一体,以减小机组长度。但低压缸与高中压部分单独制造,在垂直结合面用螺栓进行拼缸。
700MW以上的汽轮机,为了提高单缸功率,简化进汽结构,高、中、低压缸分别独立。
大功率汽轮机都设计成多缸结构。如原国产300MW机组为四缸结构(高压缸、中压缸、低压缸A与B),国产引进型300MW机组为两缸结构(高中压合缸与低压缸);
国产亚临界600MW机组为四缸结构,即由高压缸、中压缸、低压缸A与B组成;国产超临界600MW机组为三缸结构,即由高中压合缸、低压缸A与B组成;超超临界600MW机组为两缸结构,即由高中压合缸、低压缸组成。100万超超临界为四缸结构,即高压缸、中压缸、低压A与B组成。
2 汽缸的功能
2.1 基本要求
汽缸的受力要求:
1,承受本身和装在其内部零部件的重量
2,承受内外压差的作用力
3,承受沿汽缸轴向和径向温度分布不均匀而产生的热应力
4,承受隔板前后压差的作用力和蒸汽通过喷嘴时的反作用力
2.2 高中压汽缸设计要求
由于高中压汽缸承受着巨大的内外压差、温度梯度、汽缸本身及其内部静止部件的重量,并承担着外部管道接口的推力和推力矩,所以高中压汽缸设计的基本要求为:
(1)汽缸形状力求简单,回转体对称、壁厚均匀,在满足强度、刚度裕度要求的前提下,尽量减薄汽缸厚度。
(2)汽缸高温高压区域,尽量避免包含过多的低参数区段,以合理使用贵金属材料,要考虑具有合理的冷热工艺性。
(3)汽缸的支承方式应考虑热态下保证对中要求,并能保证汽缸胀缩可靠。
(4)与汽缸连接的进汽管、喷嘴室等必须具有良好的汽密性及足够的弹性补偿能力,减少高温部分的热变形传递到缸体上。
(5)要注意与制造设备的能力相适应,同时要保证汽缸顺利安装、揭缸以及运输。
2.3 低压缸的设计要求
由于低压外缸要承受巨大的真空载荷,所以低压外缸设计时要特别注意刚度在冷热态的变化,而低压内缸的对中、支承与低压外缸尽量减少联系或相互影响。总体而言,低压缸的设计基本要求:
(1) 结构简单,满足刚度要求。
(2) 合理分段。低压外缸的分部件设计,在保证刚度的前提下,要充分考虑选择合理的、方便工艺与运输的结构形式。
(3) 设置排大气阀及一定量的人孔门。
(4) 合理的支承方式及与其它部件的连接方式。
(5) 合理的排汽涡壳设计,以利于减小排汽总压损失,合理回收余速损失,提高整机效率。
3 汽缸的分类及结构特点
3.1 单层汽缸
单层汽缸多用于中、低参数汽轮机组。我厂生产的给水泵小机,热电联供抽汽机组等均采用单层缸结构。单层汽缸可分为两种结构:①蒸汽室与汽缸铸造成一体②蒸汽室与汽缸分开铸造

3.2 双层汽缸
随着汽轮机初参数、以及机组容量的不断提高,为满足汽缸的强度和密封要求,汽缸壁和水平法兰尺寸必须相应增大。汽轮机启动和变工况运行时,汽缸和法兰内外壁产生很大的温差,由此产生较大的热应力,为此双层缸结构应运而生。其分为内、外两层缸,其间的夹层与内缸的排汽或某中间级相通,则内外缸分别承受一部分压差与温差。
双层汽缸的优点:
⑴合理的分配缸内外承受的压差。汽缸壁和法兰厚度减少了。
⑵合理的区分温度区域
双层缸的优势是把高温蒸汽限制在喷嘴以后的内缸内,外缸则容纳的蒸汽温度往往很低,合理的区分温度区域,减少变工况运行时的温度差,也就减少了热应力,提高机组内在部套的使用寿命。加快了快速起停的速率。(起停时,汽缸冷却和加热都可加快,减少汽缸壁厚增加带来的汽缸温差应力,缩短开机时间)
⑶合理的选择材质。
内缸其所处高温区域,可选取相应较好的材料,外缸相对而言可选用相应的一般材质即可以满足设计要求。
⑷合理的组织缸口布置
汽轮厂生产的300mw,还有国产135mw机组采用的是外缸+持环结构,分压理念与双层缸结构相似。
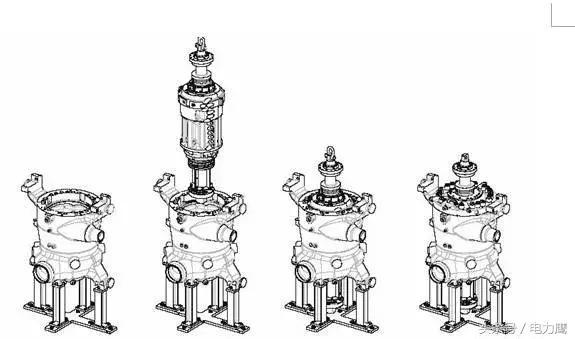
3.3 筒形缸
其采用双层缸结构,内缸有垂直中分面用螺栓,紧固。外缸为筒形,端部设有端盖。
筒型汽缸的优点:
Ø圆筒形汽缸结构简单,结构基本对称,蒸汽和温度变化时,热应力较小,能够明显提高机组的启动速度。
Ø由于外缸无水平中分面,解决了汽缸热变形,和法兰翘曲漏气的现象。
Ø由于外缸无水平中分面法兰和螺栓连接,其可以应用于更高的初参数中。

筒形缸的装配检修方法如下

3.4 高中压合缸
优点:
⑴它的结构紧凑.节省跨距,有效地缩短了汽轮机的长度。
⑵进汽部分在汽缸中部,高、中压级反向布置,可平衡轴向推力
⑶高温部分集中在汽缸中段,两端轴承离高位区较远热影响较小
⑷内外缸夹层用蒸汽冷却。两端汽封漏气也较分缸结构少。
缺点:
⑴合缸后结构复杂,动静部分的差胀计算复杂。
⑵转子跨局增大从而要求提高转子刚度。
⑶汽缸自身的刚度,也因跨局的增加而降低,设计都应充分考虑
⑷尤其是高、中压进汽管均集中布置于汽缸中部,使得铸件更为复杂,这也是限制它在大功率机组上应用的原因之一,目前最大的高、中压合缸机组为600MW左右。
因其结节省跨局,降低成本。国产125MW~600MW等级机组高、中压外缸广泛采用高中压合缸结构。

3.5 低压缸
①铸造结构
缸的尾部设置轴承座,铸造汽缸的轴承座与汽缸整体铸出
②焊接结构
一般应用于中等功率等级的汽轮机上。它重量较轻。可以方便的采用各种型材加强汽缸的刚度。排汽温度不宜超过80℃,缸内设有喷水降温装置。
4 其他
4.1 汽缸的支撑方式
a.上猫爪支承
①中小功率汽轮机采用此种支撑方式。
②中分面螺栓承载下缸及其它部件重量。
③安装支承与运行支承不一致

b.下猫爪支撑
①大功率机组广泛采用此种支撑方式。
②安装支承与运行支承一致。


2
4.2 低压缸的喷水装置喷水装置
设置原因:
汽轮机启动、空负荷及低负荷运行时,由于蒸汽流量小,不能带走鼓风摩擦所产生的热量,使排汽缸温度升高、汽缸变形,引起机组振动或发生事故。
工作过程:
喷水管沿着末级叶根布置在下半圆周上,其上钻有两排喷水孔,将水顺着汽流呈一定的倾斜角喷入排汽缸空间,起降温作用。(温度高于80℃自动投入,或机组转速达600r/min投入,带15%负荷后自动停止)

汽轮机汽缸及热膨胀
一、汽缸的用途和构造
1、作用:
a、将汽轮机的通流部分与大气隔开,保证蒸汽在汽轮机内完成其做工过程。
b、承受汽轮机目些静止部件的重量(隔板、喷嘴、汽封套等)
2、构造:中小型汽轮机采用单层缸,呈圆筒结构,具有水平中分面,分成上、下缸,用螺栓连接:汽缸为减少优质材料的消耗,还将汽缸分为高、低压缸。高压缸内蒸汽压力、温度较高,使用较好的铸钢,低压缸内的压力、温度相对较低,用一般铸钢制造,高低压缸之间用螺丝连接并加以密封焊。汽缸水平面的严密性要求严格,结合面处用0.05mm的塞尺不能塞入。上汽缸的高压端设有进气室,下缸设有抽气口、疏水口,上下缸均车有放置隔板用的隔板槽,汽缸两端中心孔处车有放置汽封套的凹槽。
二、汽缸受力分析
1、由于汽缸内外的压力差,是汽缸壁上承受一定的作用力
2、隔板和喷嘴加于汽缸的力
3、汽缸及汽缸上固定部件的重量
4、轴承座与汽缸铸为一体或轴承座与螺栓连接下汽缸的机组,转子的重量和转子转动是得不平衡力
5、小型机组的主气门、新蒸汽管道与汽缸连接,对汽缸盖的作用力
6、汽缸在运行中存在温度差引起的热应力
三、汽缸所承受的热应力
1、当负荷变化,机组各级温度、压力都要变化,于是汽缸沿长度方向产生温度差,使汽缸材料的热应力增大
2、由于汽缸内外的温度差,造成汽缸壁上的热应力
3、由于汽机高压端采用部分进气,使汽缸壁沿横断面方向的温度不同,从而造成材料内部的热应力
4、启动、停机,上下汽缸存在温差,形成汽缸沿横断面方向的热应力和热变形
5、汽机的热应力和热变形,在负荷剧烈波动时最大,也最危险,如迅速停机、急速启动、暖机不良等
四、汽缸的热膨胀及滑销系统
1、汽缸膨胀不合理的进行,造成问题
a、汽缸热应力过大,引起汽缸变形和裂纹,造成汽轮机振动加剧,汽缸漏气,
严重时使汽缸无法工作
b、汽缸内轴向和径向间隙改变,有时会造成汽封和动、静叶碰撞的严重事故
2、为满足运行要求,汽缸的热膨胀应满足以下
a、温度变化,汽缸和转子的中心必须始终保持一致,不能引起振动和动静部件的摩擦
b、温度变化,不会引起汽缸、轴承座等有关部件的变形、裂纹
c、汽轮机转子和静止部分的轴向间隙合乎要求,保证运行的安全、经济。
为满足以上要求,所以设置了滑销系统
横销:引导汽缸沿横向膨胀
纵销:引导汽缸沿轴向膨胀并推动前轴承座轴向移动,并保持轴承座与汽缸中心线一致
立销:引导汽缸沿垂直向膨胀,并保持汽缸和轴承中心一致
悬臂横销(猫爪):保证汽缸在横向方向自由而正确的膨胀,同时随着汽缸在轴向的膨胀和收缩推动前轴承座前后移动,保持转子与汽缸的轴向相对位移
角销:代替连接前轴承箱与基础台版的螺丝,它还有和纵销相同的作用
斜销:一种辅助滑销,能起纵向和横向的双重作用
死点:位于横销与纵销中心线的交叉点。这个点在机组运行中是始终不动的,所以称为死点。
五、怎样在运行中发现汽缸变形
1、汽缸变形,可能造成汽缸水平或垂直接合面不严密而漏气,多发生在高、低压端轴封附近,有时因蒸汽漏入轴承而破坏润滑
2、低压缸变形严重,空气会漏入凝结器破坏真空
3、汽缸变形严重时,会造成轴封的磨损和气缸内动、静部分的碰撞,并是震动加大
六、造成汽缸变形的原因
1、运行中,汽缸温度长时间超过材料允许的温度
2、汽缸隔板与汽缸壁间隙过小,使隔板膨胀时抵住汽缸壁
3、汽缸外部的保温不好或部分脱落,造成汽缸各部温度偏差过大
4、滑销系统卡涩,不能保证机组正常膨胀
七、怎样发现汽缸裂纹
汽缸出现裂纹时,首先是汽缸保温材料局部潮湿、渗水,然后是逐渐漏气,低压缸裂纹会漏入空气,破坏真空
八、汽缸裂纹的原因
1、汽缸材料质量不好
2、机组运行方式不合理,如暖及不良开机,负荷剧烈波动,汽机长受水击、排气温度过高、汽缸突然遇冷
3、汽轮机长时间剧烈震动
4、转动部件损伤后,强力冲击汽缸
九、运行中怎样预防汽缸裂纹和变形
1、根据汽缸材料和特点,科学的制定其工作最高点,运行中严格注意,不允许长时间超过此温度
2、尽量防止汽轮机运行方式剧烈变化
3、定期监视汽缸各处的热膨胀值
4、保持滑销的清洁
5、监视汽缸接合面有无漏气、渗水现象
6、保持汽缸保温的完好
7、注意机组各处的振动和异音,发现异常及时分析处理

 汽轮机汽缸中分面法兰漏汽的处理
汽轮机汽缸中分面法兰漏汽的处理
