汽轮机油漆典型工艺文献

 汽轮机油检测和换油标准
汽轮机油检测和换油标准
汽轮机油检测和换油标准
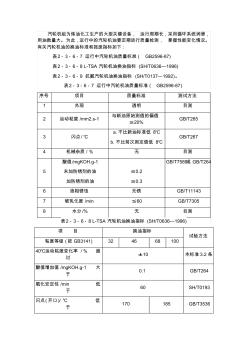
汽轮机组为炼油化工生产的大型关键设备, 运行周期长,采用循环系统润滑, 用油数量大。为此,运行中的汽轮机油要定期进行质量检测, 掌握性能变化情况。 有关汽轮机油的换油标准和报废指标如下: 表2-3-6-7 运行中汽轮机油质量标准( GB2596-87) 表2-3-6-8 L-TSA 汽轮机油换油指标 (SH/T0636—1996) 表2-3-6-9 抗氨汽轮机油换油指标 (SH/T0137—1992)。 表2-3-6-7 运行中汽轮机油质量标准( GB2596-87) 序号 项目 质量标准 测试方法 1 外观 透明 目测 2 运动粘度 /mm2.s-1 与新油原始测值的偏值 ≤20% GB/T265 3 闪点 /℃ a.不比新油标准低 8℃ b.不比前次测定值低 8℃ GB/T267 4 机械杂质 /% 无 目测 5 酸值 /mgKOH.g-1 未加防锈剂的油 加防锈剂的油 ≤0.2 ≤
 L-TSA汽轮机油(质量指标)
L-TSA汽轮机油(质量指标)
L-TSA汽轮机油(质量指标)
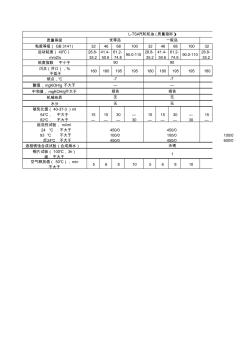
质量等级 粘度等级( GB 3141) 32 46 68 100 32 46 68 100 32 运动粘度( 40℃) mm2/s 28.8- 35.2 41.4- 50.6 61.2- 74.8 90.0-110 28.8- 35.2 41.4- 50.6 61.2- 74.8 90.0-110 28.8- 35.2 粘度指数 不小于 闪点(开口),% 不低于 180 180 195 195 180 180 195 195 180 倾点,℃ 酸值,mgKOH/g 不大于 中和值, mgKOH/g 不大于 机械杂质 水分 破乳化值( 40-37-3)ml 54℃, 不大于 82℃, 不大于 15 — 15 — 30 — — 30 15 — 15 — 30 — — 30 15 — 起泡性试验, ml/ml 24 ℃ 不大于 93 ℃ 不大于 后2