汽轮机主轴焊缝超声波检测规程文献

 焊缝超声波检测报告 (2)
焊缝超声波检测报告 (2)
焊缝超声波检测报告 (2)
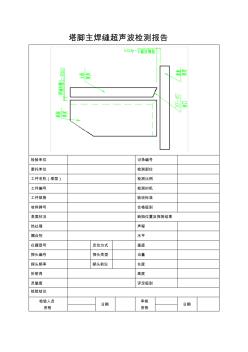
塔脚主焊缝超声波检测报告 检验单位 记录编号 委托单位 检测部位 工件名称(塔型) 检测比例 工件编号 检测时机 工件规格 验收标准 材料牌号 合格级别 表面状况 缺陷位置及探测结果 热处理 声程 耦合剂 水平 仪器型号 定位方式 垂直 探头编号 探头类型 当量 探头频率 探头前沿 长度 折射角 高度 灵敏度 评定级别 检验结论 检验人员 资格 日期 审核 资格 日期
 焊缝超声波检测报告
焊缝超声波检测报告
焊缝超声波检测报告
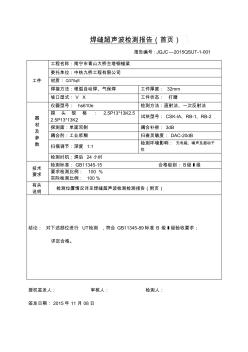
焊缝超声波检测报告(首页) 报告编号 : JQJC—2015QSUT-1-001 工件 工程名称:南宁市青山大桥主塔钢锚梁 委托单位:中铁九桥工程有限公司 材质: Q370qE 焊接方法:埋弧自动焊、气保焊 工件厚度: 32mm 坡口型式: V X 工件状态: 打磨 器 材 及 参 数 仪器型号: hs610e 检测方法:直射法、一次反射法 探 头 规 格 : 2.5P13*13K2.5 2.5P13*13K2 试块型号: CSK-lA、RB-1、RB-2 探测面:单面双侧 耦合补偿: 3dB 耦合剂:工业浆糊 扫查灵敏度: DAC-20dB 扫描调节:深度 1:1 检测环境影响: 无电磁、噪声及振动干 扰 检测时机:焊后 24小时 技术 要求 检测标准: GB11345-15 合格级别: B级Ⅰ级 要求检测比例: 100