气体保护电焊条 气体保护电焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
-

选择特殊符号
选择搜索类型
请输入搜索
焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少.含C量应低于0.10%。例如H08A,含S小于等于O.03%、P小于等于0.03%、C小于等于0.1%。
(1)容易引弧,保证电弧稳定,在焊接过程中飞溅小。
(2)药皮熔化速度应慢于焊芯熔化速度,以造成喇叭状的套简(套筒长度应小于焊芯直径),有利于熔滴过渡和造成保护气氛;
(3)熔渣的比重应小于熔化金属的比重,凝固温度也应稍低于金属凝固温度,渣壳应易脱掉;
(4)具有掺合金和冶金处理作用;
(5)适应各种位置的焊接。
气体保护电焊条 气体保护电焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。

 电焊条
电焊条
电焊条
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能, 对焊芯中各金属元素的含量都有严格的规定, 特别是对有害 杂质(如硫、磷等 )的含量,应有严格的限制,优于母材。 焊条中被药皮包覆的 金属芯称为焊芯。 焊芯一般是一根具有一定长度及直径的钢丝。 焊接时,焊芯有 两个作用:一是传导焊接电流, 产生电弧把电能转换成热能, 二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接, 则在焊接过程中, 空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、 硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中, 造成焊缝
 电焊条的分类
电焊条的分类
电焊条的分类
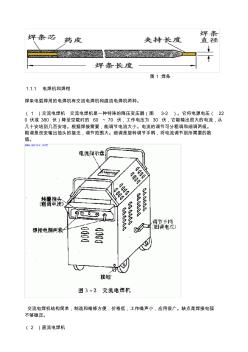
图 1 焊条 1.1.1 电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 ( 1 )交流电焊机 交流电焊机是一种特殊的降压变压器(图 3-2 )。它将电源电压( 22 0 伏或 380 伏)降至空载时的 60 ~ 70 伏,工作电压为 30 伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 ( 2 )直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的 (图 3-3 )。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为 50 ~ 80 伏,工作电压为 30 伏。电流调节 范围为 45 ~ 3