氢氧切割机分类文献

 切割机、切割机危险因素告知
切割机、切割机危险因素告知
切割机、切割机危险因素告知
切割机、切割机危险因素告知
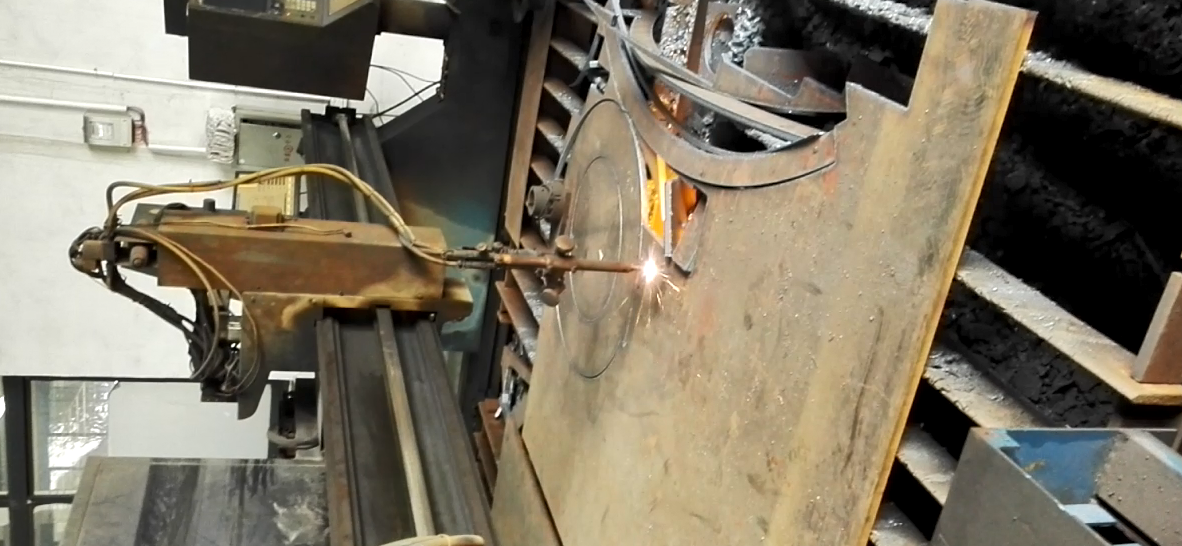
 切割机
切割机
切割机
EPS板材切割机切割丝紧胀度及 温度的全自动调控装置 目 录 1 前言 ............................................................................................................................ 1 1.1 概述 .......................................................................................................................... 1 1.2 课题来源及研究的目的和意义 .............................................................................. 1