枪钻系统应用范围文献

 PVC的应用范围
PVC的应用范围
PVC的应用范围
o PVC 的应用范围 添加者 : 义乌礼品城添加时间 : 2010-4-23 15:59:0 点击数量 : 3938 正是由于其防火耐热作用 ,聚氯乙烯被广泛用于电线外皮和光纤外 皮。此外也常被制成手套、某些食物的保鲜纸。 聚氯乙烯可由乙烯、氯和催化剂制成。 回收及循还再用 资源回收再利用 : 国际塑料回收代码 : PVC 的是 3 (3 字在三个循还再用箭号中心 ) 塑料本体底部或包装上须列明 ,以便消费者及回收商能适当地分类。 聚乙烯废弃物 聚乙烯是塑料中产量最大、用途极广的热塑性塑料,它是由乙烯聚合而成,是部分结 晶材料,可用一般热塑性塑料的成型方法加工。聚乙烯可分为高密度聚乙烯、低密度聚乙 烯和线型低密度聚乙烯三大类。 高密度聚乙烯的密度一般高于 0.94g/, 而低密度聚乙烯和线型低密度聚乙烯的密度在 0.91 ~0.94g/cm 之间。废旧聚乙烯薄膜主要来源有两方面
 LED面板灯应用范围
LED面板灯应用范围
LED面板灯应用范围
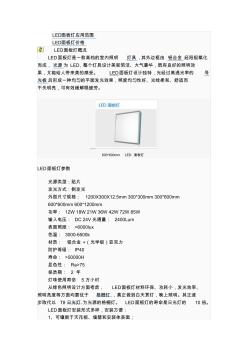
LED面板灯应用范围 LED面板灯价格 LED面板灯概况 LED面板灯是一款高档的室内照明 灯具,其外边框由 铝合金 经阳极氧化 而成, 光源为 LED,整个灯具设计美观简洁、大气豪华,既有良好的照明效 果,又能给人带来美的感受。 LED面板灯设计独特,光经过高透光率的 导 光板后形成一种均匀的平面发光效果,照度均匀性好、光线柔和、舒适而 不失明亮,可有效缓解眼疲劳。 600*600mm LED 面板灯 LED面板灯参数 光源类型:贴片 发光方式:侧发光 外型尺寸规格: 1200X300X12.5mm 300*300mm 300*600mm 600*600mm 600*1200mm 功率: 12W 18W 21W 36W 42W 72W 85W 输入电压: DC 24V光通量: 2400Lum 表面照度: >6000lux 色温: 3000-6500k 材质:

