乳胶海绵的制造方法有两种。一种是邓禄普法,又称机械打泡法或迟缓凝胶法,这是应用最早和最普遍的海绵工艺。其工艺特点是在乳胶中加入一定量的起泡剂(RAYNOL CH-200或RAYNOL PC-3930),利用机械搅拌起泡,然后加入迟缓胶凝剂。 另一种方法是塔勒莱法,又称真空发泡法。其工艺特点是用机械法低倍发泡,然后计量注入密闭模型,抽真空使乳胶完全发泡至充满模型,冷冻定型后通入二氧化碳气体凝胶。此法的优点是没有过剩的胶料溢出浪费,无需在乳胶中加入胶凝剂,所以不会阻塞管道,不用隔离剂但很易脱模,生产过程高度自动化,产品质量好,但模型及附属设备复杂,费用高,燃料及能源消耗大。
通用型乳胶海绵一般采用天然乳胶,丁苯乳胶或二者并用作为主体材料,特殊性能的乳胶海绵则多采用氯丁乳胶或丁腈乳胶。
乳胶的配置方法有两种。一种是把硫化剂,促进剂,防老剂预先加入乳胶中,熟成24-72小时,然后加入起泡剂(CH-200)起泡,最后加入氧化锌和胶凝剂。此法多用于纯胶海绵。 另一种方法是在起泡时先把起泡剂,硫化剂,促进剂,防老剂相继加入,最后加氧化剂和胶凝剂。此法多用于调料海绵。
乳胶的起泡方法基本上分为机械打泡法和真空发泡法两种。
1. 机械打泡法
按所用设备不同又分为分批打泡法和连续打泡法。
(1)分批打泡法
常用设备是霍伯特打泡机。该机利用网笼状搅拌子的高速搅拌,使空气与乳胶混合均匀起泡。为了加速起泡,乳胶中需事先加入一些起泡剂(RAYNOL CH-200或RAYNOL PC-3930),因为起泡剂都是表面活性物质,可以降低乳胶和空气两相界面的表面张力,有利于起泡。另外,乳胶在起泡前应根据其稳定性情况适当加入一些稳定剂如氢氧化钠,以防凝胶。
(2)连续打泡法
常用设备有奥克式连续打泡机和马可式连续打泡机。前者用乳胶泵把乳胶连续打入起泡机内,并压入一定温度的空气,在机头的高速搅拌和剪切作用下,空气与乳胶混匀,在短时间内起泡。后者将乳胶从第一次容器较小,转速较慢的泵压入第二个容器较大,转速较快的泵中,使乳胶混入大量的空气而起泡。
2. 真空发泡法
真空发泡法是用高总固体含量的乳胶,按常规配入起泡剂,硫化剂,促进剂,防老剂,增稠剂,填充剂和氧化剂,不需除氨和熟成,直接机械打泡到3-4倍后计量注入密闭模型中,抽真空,模内的低倍数泡沫膨胀而充满模型,当泡沫与模型上的透气垫相接触时停止抽真空。
除以上三种发泡方法外,还有一种化学发泡法,即在乳胶中加入发泡剂和过氧化氢,碳酸氢铵等,在一定温度下,发泡剂分解放出气体。这种方法发泡不易控制,现已很少使用。
凝胶方法有三种:迟缓凝胶法,热敏化凝胶法和冷冻凝胶法。
1. 迟缓凝胶法
迟缓凝胶法是在乳胶起泡后并匀化后,加入氧化锌的同时加入迟缓凝胶剂,使泡沫乳胶缓慢凝胶。
2. 热敏化凝胶法
热敏化凝胶法是在乳胶中加入热敏化剂,在一定温度下使泡沫乳胶凝胶的方法。
3. 冷冻凝胶法
冷冻凝胶法是使在密闭模型中真空发泡的乳胶急剧冷冻,然后通入二氧化碳气体使其凝胶。
现在生产上多才采用邓禄普法,因此凝胶方法也采用前二者或二者并用。
乳胶海绵模型多用铝合金或不锈钢制造。不锈钢造价高,密度大,导热性不如铝合金,因此铝模更为常用。
用邓禄普法生产的海绵,其模型比较简单,通常只分为模盖和模底,较厚的制品模盖采用有芯栓的结构。
用塔勒莱法生产的海绵,模型比较复杂,模具以铝浇铸或焊接而成,整个模体结构必须非常严密,便于真空操作。
泡沫乳胶注模后,塔勒莱法采用冷冻定型,二氧化碳凝胶,然后整体硫化,冷却,脱模,水洗,干燥。 邓禄普法则应在80-90度热空气中定型10-20分钟,然后用热空气或者蒸汽或者二者并用进行硫化。 海绵经硫化后立即脱模,放入水槽中沥滤或用挤压棍筒边喷水边挤压,反复进行,目的是除去残留在海绵中的水溶性物质,因为这些物质会使海绵很快变色,老化。最后用离心机脱水。海绵干燥一般采用层式干燥柜,60-80度热空气进行。适当通风可加速干燥。高频电热和远红外同样可用做干燥热源,干燥速度快,效果好。

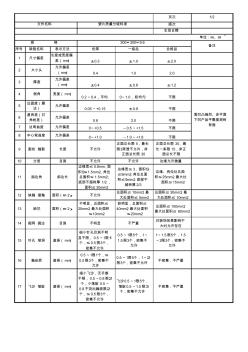 300x300瓷片分级标准
300x300瓷片分级标准