摘要:本文从理论与实践角度对三种工装结构对缸盖水套热芯制芯效率与砂芯质量的影响进行了研究分析,结果显示采用防热变形的垂直分型整体式结构既可保证砂芯质量,又可满足企业对生产效率的要求,是一种值得同类热芯盒借鉴与推广的结构设计。
目前,关于热芯盒工装结构对砂芯影响的研究较为少见,现有研究多集中在对某一固定结构下的芯盒改进或芯盒附件如射砂嘴、顶芯杆、底框等的优化设计上[-],本文结合现场实践应用,对同一砂芯下,三种不同芯盒结构(水平分型结构、垂直分型整体式结构、垂直分型分块式结构)对制芯效率与砂芯质量情况进行分析研究。
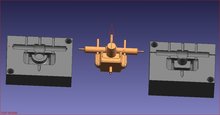
本文所研究对象为我厂大批量生产的某缸盖下水套热芯(附图1),外围最大尺寸为245*216*44mm,其结构复杂,壁厚不均,最薄壁厚处仅为3mm,这对其制备工艺提出了严格的要求。根据我厂现有装备水平,分别对该砂芯采用两种制备工艺,三种芯盒结构进行批量生产,下面具体介绍不同结构下水套芯制芯效率与砂芯质量情况。
1、 水平分型结构
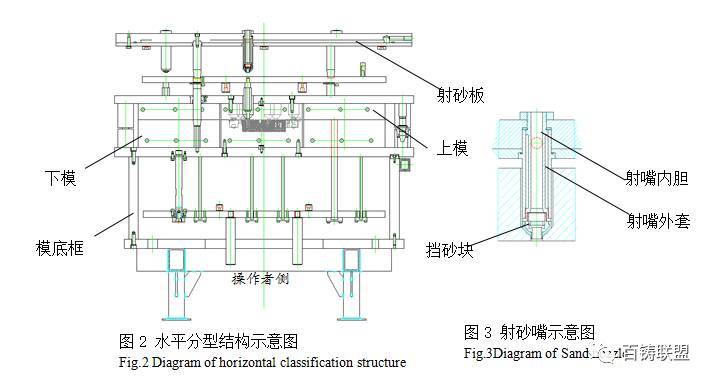
所用设备为明志MRC20V,射砂面积为650x750mm(左右×前后),所承受芯盒最大重量为1500kg,根据砂芯尺寸与所用设备条件将芯盒设计为1模6颗,芯盒主要由芯盒主体、底框、射砂板等模块组成,如图2所示。
其芯盒主体采用分块式均匀布置于模底框上,加热管垂直于操作者侧贯穿芯盒主体,该结构可有效保证工装热状态下均匀变形,从而避免了上下模合模不严问题,且易于操作者通过设备后安全门更换加热管,易于工装维护;
其射砂嘴采用插入式结构详见附图3,通过水循环冷却,此结构可有效避免大量射砂棒的产生,既提高了芯砂利用率,又减轻了工人劳动强度,明显提升了制芯效率,然而在生产过程中射砂嘴经常出现漏水问题,最终导致无法正常射砂,这也是影响其制芯效率的关键因素。
水平分型芯盒,其射砂投影面积大,所需射砂嘴数量多,我厂该水套芯单颗砂芯需布置8处射砂口,造成砂芯内部质量不够紧实,此外,实践表明在下模侧砂芯极易造成分层,既砂芯表面具有2-3mm固化层,空隔0.5-1mm后又发生固化,此现象最终造成铸件起皮、粘砂等缺陷。通过该工艺如何判定砂芯合格成为一大难题,这也制约了该工艺进一步推广应用。
2、垂直分型分块式结构
所用设备为明志MRD20T,该设备具有垂直翻转机构,在芯盒制备好砂芯后静模侧从设备内部进行90度垂直翻转,非常有利于工人现场操作,其主要设备参数如下:射砂面积为800*100mm(左右×前后),设备最大载荷为600kg。
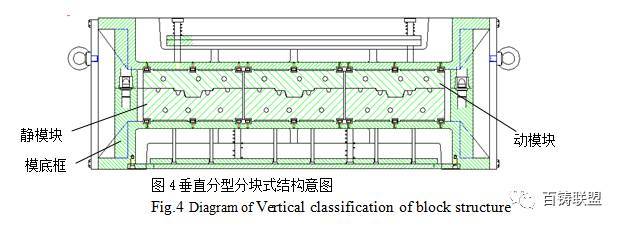
为提高生产效率芯盒设计为1模3颗,采用垂直射砂工艺,主要由芯盒主体、芯盒底框、射砂板等模块组成,详见附图4,该结构在砂芯侧面设置3处射砂嘴,与水平分型结构相比,有效减少了射砂嘴数量,这不仅提高了砂芯表面质量,同时也明显降低了劳动强度、提高了生产效率;
该芯盒主体采用分块式结构,将整个芯盒主体均匀的分为3个部分,每个部分又分为静模块与动模块,其中砂芯复杂曲面大部分放置在静模块,静模块设计水平的高低也决定了整个芯盒质量的高低;相邻两部分间隔4mm,单个静模块长:宽:高比值为3:4:1,通过螺栓把接至芯盒底框上,极大降低了因芯盒长宽不对称所引起的热变形问题,然而为了保证镶块的整体性和芯盒储热能力最大化,参考加热管在热芯盒中布置相关文献[],其加热管采用平行于射砂孔布置,然而,该结构也存在其不足之处,即接线口放置在芯盒长短侧,这不利于加热管的日常更换,也极易造成外接线烧损。此外,该结构芯盒经过长时间使用后发现静模侧单个型腔所布置4根加热管不能满足制芯热量需求,导致芯盒体温降严重,这也制约了生产效率提升。
该芯盒底框采用全包围式结构,此设计可有效对芯盒体提供有力支撑,可满足芯盒本体刚度要求;虽然通过加强筋方式进行掏空设计,但该底框结构重量偏大,最终使得整个芯盒质量超出设备载荷,影响了设备正常使用寿命。
该芯盒射砂板采用水冷整铸式结构,并在射砂板与芯盒主体结合面设置密封圈,有效保证了射砂压力需求。
由上可知,采用该结构芯盒所制备砂芯质量好,制芯效率较高,但受其超设备载荷和加热慢、维护较困难等因素影响,导致其进一步推广应用受限。
3、垂直分型整体式结构
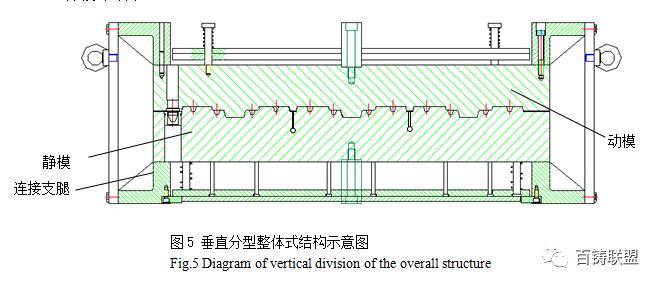
本文所述垂直分型整体式结构是在垂直分型分块式结构基础上做的改进设计,二者所用设备相同,因此也布置了1模3颗砂芯,芯盒主要由芯盒主体、设备连接支腿、射砂板等模块组成,详见附图5。
该芯盒主体采用整体式结构,由动模和静模两部分组成,该结构可明显减少芯盒附件间的连接,从而保证其完整性,为加热管的布置提供了良好的条件;通过垂直于射砂孔设置加热管可将加热管接线口放置于设备外接电源接口同侧,这既便于芯盒拆卸也可提高电热管使用寿命,间接提升了生产效率;与前者不同,该结构取消了芯盒底框模块,更换为设备连接支腿,从而明显降低了芯盒重量,保证了设备正常运行;在不超设备载荷前提下,对其外围尺寸进行设计,最终确定静模长:宽:高比值为3:1:1,通过对该芯盒的现场验证,结果表明该结构极易造成芯盒静模热变形不均,其合模间隙最大达2mm,在工装制作时通过热处理手段也难以保证芯盒质量[],这也造成我厂对该芯盒制作的一大困扰。经过不断探索与尝试,在现有整体结构基础上做了进一步改进,即将静模在相邻模腔间沿其背部添加2mm宽50mm深的缝隙,并在缝隙根部设置φ8圆孔,经验证表明,该设计可有效降低静模加热后的弯曲变形,从而从根本上提升制芯效率。
综上可知,改进后的整体式结构具有芯盒质量轻,易维护,砂芯质量稳定,生产效率高等优点,该结构也在我厂同类产品中进行了有力推广,均获得较好效果。
结论
1、 从实践中验证水平分型结构制芯效率较高,但砂芯质量较垂直分型差,对铸件易造成起皮、粘砂等缺陷;
2、 分块式结构热芯盒具有良好的抗热变形能力,但结构偏复杂,对其后续维护与保养具有较高要求;
3、 整体式结构热芯盒所制砂芯质量稳定,工装易于维护,制芯效率高,可满足大批量生产使用,对同类单体缸盖水套热芯均有很好的参考价值。
免责声明:本公众平台发布之内容系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请致电与我们联系,我们将根据您提供的版权证明材料确认版权并于接到证明的24小时内予以删除处理!不承担任何法律责任。联系电话17339325886

 导轮叶片砂芯热芯盒的设计与制作
导轮叶片砂芯热芯盒的设计与制作