如何焊接:操作技巧与规范文献

 《PE管焊接操作技巧方法》
《PE管焊接操作技巧方法》
《PE管焊接操作技巧方法》
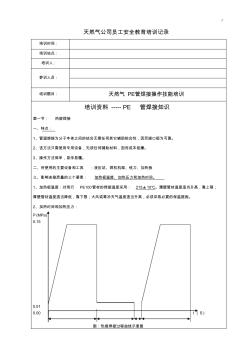
-* 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目: 天然气 PE管焊接操作技能培训 培训资料 ----- PE 管焊接知识 第一节: 热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具 :液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素: 加热板温度、加热压力和加热时间。 1、加热板温度:对现行 PE100管材的焊接温度采用: 215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: P (MPa) 0.15 0.01 0.00 t (S) 图:热熔焊接过程曲线示意图
 h型钢如何焊接
h型钢如何焊接
h型钢如何焊接
焊接 h型钢、高频焊接 h型钢和热轧 h型钢区别 h型钢在我们的生活中有着广泛的应用, 但你知道 h型钢各个种类之间的区 别吗?下面就来和大家一起探讨它们之间的区别吧。 h型钢有热轧成型及焊接组合成型两种生产方式。 焊接 h型钢是将厚度合适 的带钢裁成合适的宽度,在连续式焊接机组上将边部和腰部焊接在一起。焊接 h 型钢有金属消耗大、生产的经济效益低、不易保证产品性能均匀等缺点。因此, h型钢生产以轧制方式为主。 h型钢和普通工字钢在轧制上的主要区别是,后者 可以在两辊孔型中轧制,前者需要在万能孔型中轧制。采用近终形连铸异型坯、 通过四辊万能轧制工艺生产的热轧 h型钢具有优质、 高效、低耗、低成本等显著 特点,在提高钢铁材料质量、提升使用经济效益方面具备巨大的优越性。 高频 焊接 h型钢 : 将分流器端片( T型材、 H59-1黄铜)两件与电阻片(厚 1.5、宽 20、长 45,锰铜板) 5