隧道防水板焊缝气密性检测仪文献

 隧道防水板及气密性检测施工技术
隧道防水板及气密性检测施工技术
隧道防水板及气密性检测施工技术
一、目的及适用范围土质隧道采用"以堵为主、以排为辅"的原则,石质隧道采用"防、截、排、堵相结合,因地制宜,综合治理"的原则,达到防水可靠,经济合理,不留后患的目的。适用于铁路客运专线和高速铁路隧道二次衬砌防排水
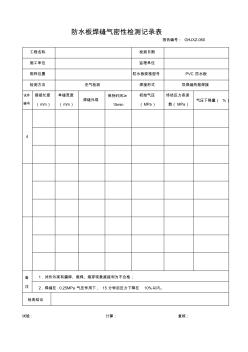 防水板焊缝气密性试验记录
防水板焊缝气密性试验记录
防水板焊缝气密性试验记录
防水板焊缝气密性检测记录表 报告编号: GHJXZ-060 试验: 计算: 复核: 工程名称 检测日期 施工单位 监理单位 取样位置 防水板规格型号 PVC 防水板 检测方法 充气检测 焊接形式 双焊缝热熔焊接 试件 编号 搭接长度 (mm) 单缝宽度 (mm) 焊缝外观 保持时间≥ 15min 初始气压 (MPa) 终结压力表读 数( MPa) 气压下降量( %) 4 备 注 1.试件外观有漏焊、假焊、熔穿现象直接判为不合格; 2.焊缝在 0.25MPa 气压作用下, 15 分钟后压力下降在 10%以内。 检测结论