深度游标卡尺文献

 游标卡尺校验作业指导书
游标卡尺校验作业指导书
游标卡尺校验作业指导书
游标卡尺校验作业 指导书 生效日期 版本 / 修改号 文件编号 页次 A/0 1/1 1. 适用范围 本作业指导书适用于各类卡尺的校验操作。 2. 操作步骤描述 2.1 本作业指导书依据 JJG30-2002《通用卡尺检定规程》编写。 2.2 操作要求 2.2.1校验人员校验时需戴棉手套,拿取块规应轻拿轻放,不可掉落地上; 2.2.2 检定前,应将被检卡尺及量块等检定用设备同时置于平板或木桌上,不低于 1 小时。 2.2.3 当无适合量块时,可采用量块叠加方式,但不宜超过三块,应保证接触面无油、无杂物,可采 用酒精清洗,使接触后的量块有吸附感为准。 2.2.4使用后擦拭干净并喷涂上 专用油放回盒内。 2.3 校验步骤 2.3.1 外观与各部分相互作用 a) 要求:标尺标记清晰,无碰伤、毛刺、锈蚀、镀成脱落及明显划痕,无目力可见的断线或粗 细不均匀等以及影响外观质量的其他缺陷滞现象; 尺框
 丽拓游标卡尺内校检定记录表
丽拓游标卡尺内校检定记录表
丽拓游标卡尺内校检定记录表
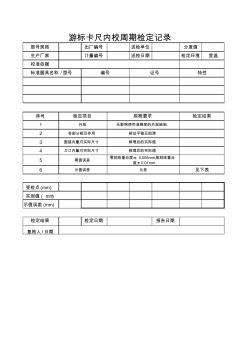
型号规格 出厂编号 送检单位 分度值 生产厂家 计量编号 送检日期 检定环境 室温 校准依据 序号 1 2 3 4 5 6 受检点 (mm) 实测值( mm) 示值误差 (mm) 检定结果 检定日期 报告日期 复核人 /日期 游标卡尺内校周期检定记录 标准器具名称 /型号 编号 证号 特性 检定项目 规程要求 检定结果 外观 无影响使用准确度的外观缺陷 各部分相互作用 移动平稳无阻滞 示值误差 允差 见下表 圆弧内量爪实际尺寸 修理后的实际值 刀口内量爪实际尺寸 修理后的实际值 零值误差 零刻线重合度± 0.005mm,尾刻线重合 度±0.01mm