手工钨极氩弧焊文献

 手工钨极氩弧焊
手工钨极氩弧焊
手工钨极氩弧焊
. . 焊 工 工 艺 学 第五章 手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章 手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流, 保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1 所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图 5-1 手工钨极氩弧焊示意图 作业一 手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、 焊枪、供气系统、冷却系统和控制系 统等部分,如图 5-2 所示。 图 5-2 手工钨极氩弧焊设备系统图 (1) 主电路系
 异质紫铜的手工钨极氩弧焊
异质紫铜的手工钨极氩弧焊
异质紫铜的手工钨极氩弧焊
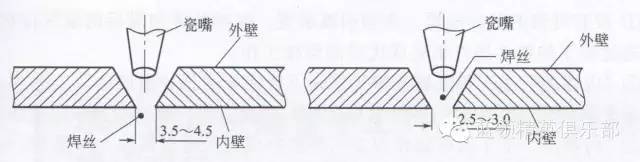
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。