手工钨极氩弧焊培训教材
- 《手工钨极氩弧焊培训教材》是2010年哈尔滨工程大学出版社出版的图书,作者是赵伟兴。
-

选择特殊符号
选择搜索类型
请输入搜索
《手工钨极氩弧焊培训教材》叙述了手工钨极氩弧焊的基本原理,介绍了钨极氩弧焊各类金属焊丝及相关材料,重点讨论了钨极氩弧焊机的构造原理及使用方法,系统地讲解了各类金属的焊接特点及操作工艺要点,并列举大量的生产实例,内容充实且丰富。
第一章 钨极氩弧焊概述
第一节 氩弧焊原理、特点、分类及应用
第二节 氩气中的电弧
第三节 钨极氩弧的特性
第四节 钨极氩弧焊的极性接法
第五节 氩弧的稳定性
第二章 钨极氩弧焊的焊接材料
第一节 保护气体
第二节 钨极
第三节 氩弧焊焊丝
第四节 辅助焊接材料
第五节 氩弧焊焊丝的保管和使用
第三章 手工钨极氩弧焊设备
第一节 手工钨极氩弧焊机型号及技术数据
第二节 钨极氩弧焊的焊接电源
第三节 手工钨极氩弧焊的控制装置
第四节 手工钨极氩弧焊焊枪
第五节 供气系统及供水系统
第六节 典型的手工钨极氩弧焊机
第七节 钨极氩弧焊设备的保养和故障排除
第四章 手工钨极氩弧焊工艺及操作技术
第一节 手工钨极氩弧焊的接头形式和焊缝形式
第二节 氩弧焊的坡口准备
第三节 手工钨极氩弧焊的工艺参数
第四节 焊接线能量和熔池体能量
第五节 手工钨极氩弧焊的基本操作技术
第六节 各种典型位置对接的手工钨极氩弧焊操作技术
第七节 各种典型位置T形接头的手工钨极氩弧焊操作技术
第八节 管板接头的手工钨极氩弧焊操作技术
第九节 管子对接的手工钨极氩弧焊操作技术
第十节 手工钨极氩弧焊的焊接缺陷
第五章 金属材料的手工钨极氩弧焊
第一节 金属的焊接性和钢的碳当量
第二节 碳钢的手工钨极氩弧焊
第三节 低合金强度钢的手工钨极氩弧焊
第四节 珠光体耐热钢的手工钨极氩弧焊
第五节 不锈钢的手工钨极氩弧焊
第六节 铜及铜合金的手工钨极氩弧焊
第七节 铝及铝合金的手工钨极氩弧焊
第八节 钛及钛合金的手工钨极氩弧焊
第九节 镍及镍合金的手工钨极氩弧焊
第六章 手工钨极氩弧焊的安全技术
第一节 焊工“十不焊”
第二节 预防触电
第三节 预防高频电磁波和放射线的伤害
第四节 预防弧光伤害、灼伤和火灾
第五节 预防焊接粉尘及有害气体中毒
第六节 气瓶的安全使用
参考文献2100433B
出版时间:2010-04-01
版 次:1
页 数:213
装 帧:平装
开 本:16开
所属分类:图书 > 科技 > 金属学与金属工艺
手工钨极氩弧焊操作方法和安全使用 手工钨极氩弧焊操作技术包括:引弧、运弧、添丝及熄弧。 1引弧 一般引弧方法有三种,接触法、高频引弧法和高压脉冲引弧法。手工钨极氩弧焊不允许用接触法引弧。因为当钨极与工...
钍钨棒放射性大,用铈钨棒或镧钨棒,因后两者无放射性
气体保护焊方法按电极类型分,可分为熔化极气体保护焊和非熔化极气体保护焊(TIG焊);按焊丝形式分,可分为实心焊丝气体保护焊和药芯焊丝电弧焊;按所采用的保护气体的种类分,可分为二氧化碳气体保护焊(简称C...

 手工钨极氩弧焊
手工钨极氩弧焊
手工钨极氩弧焊
. . 焊 工 工 艺 学 第五章 手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章 手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流, 保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1 所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图 5-1 手工钨极氩弧焊示意图 作业一 手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、 焊枪、供气系统、冷却系统和控制系 统等部分,如图 5-2 所示。 图 5-2 手工钨极氩弧焊设备系统图 (1) 主电路系
 异质紫铜的手工钨极氩弧焊
异质紫铜的手工钨极氩弧焊
异质紫铜的手工钨极氩弧焊
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。
邱言龙,聂正斌,雷振国编著的这本《手工钨极氩弧焊技术快速入门》为“焊接技术快速入门丛书”中的一本。全书共分八章,主要介绍了焊工安全知识与劳动保护,钨极氩弧焊焊接材料,氩弧焊设备,手工钨极氩弧焊焊接工艺,手工钨极氩弧焊通用焊接技术等内容。
本书文句简洁明了、浅显易懂,内容丰富,简明实用,可供刚入门的焊工阅读,也可供相关职业技术学校的学生参考。
先看一段视频:
1 “内填丝”手工钨极氩弧焊工艺的主要特点
(1) 对口间隙介于摇摆滚动手工钨极氩弧焊和常规手工钨极氩弧焊之间,一般控制在3.5~4.5mm,对于高合金钢选用4.0-5.0mm,而常规手工钨极氩弧焊对口间隙为2.5~3.0mm。
(2) 碳钢和低合金钢采用Ф2.5mm实芯焊丝,高合金钢采用Ф1.6mm实芯焊丝。细直径焊丝的优点是焊枪在焊接时,其热源主要对准两侧的坡口,坡口熔化了,就可克服未熔合缺陷,热源的中心具有极高的峰值温度,
焊枪摇摆,即可立即熔化焊丝,而不同于常规手工钨极氩弧焊,需要刻意用焊枪热源去熔化焊丝,从而极易产生坡口未熔合或层间未熔合。细直径焊丝还有一个好处是成形比粗直径焊丝美观,细直径焊丝的焊缝成形易出现有规则的鱼鳞状。
(3) 由于选用较大的对口间隙,很易克服焊缝中经常出现的未焊透缺陷。未焊透在手工钨极氩弧焊中是危险缺陷之一,压力容器或压力管道手工钨极氩弧焊不允许有未焊透缺陷。
常规手工钨极氩弧焊工艺,由于选用较小的坡口间隙,坡口外加丝焊接,热源又处于坡口和焊丝的中间,通常会出现未焊透缺陷,造成根部返修。

(4)焊枪的磁嘴与工件距离与常规手工钨极氩弧焊相同。
(5) “内填丝”手工钨极氩弧焊工艺是在坡口内加热、熔化两侧坡口或首层焊缝,并移动控制热源及加热区,实现滚动前进,并分别控制送丝;对焊缝向前运动进行控制;
对喷嘴的摆动角度控制。根部熔化情况比较直观。而常规手工钨极氩弧焊时焊枪为左右略作摆动或无摆动,移动控制分为;送丝控制,焊枪沿工件坡口或焊缝前进方向的控制,左右摆动的控制,喷嘴与工件距离的控制,根部熔化程度控制,根部熔化程度依靠经验来控制,这一控制特别困难,并且要求焊工有一定的操作技能,否则影响根部质量。因此,“内填丝”手工钨极氩弧焊工艺明显比常规手工钨极氩弧焊效果要好。
(6) 由于采用较大的间隙,使封底焊缝的背部成形很易做到高低、宽窄一致,特别是水平固定仰焊位置的内凹缺陷。在常规焊接方法中时钟5点至7点位置的凹陷是不易解决的一个问题。
(7) 焊接熔池左右推进可控制焊接层间温度,减少温度剧烈变化,防止各种焊接缺陷的产生。
(8) 采用适当的焊接收弧方法,收弧时将电弧快速摆动收敛,可避免常见的弧坑缺陷。
(9) 熄弧时电弧断开后,将氩气迅速移至收弧位置保持5-10秒后断气,有效地保护了未冷却的熔敷金属。
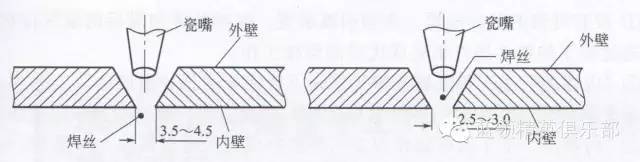
(a)内填丝GTAW (b)常规GTAW
图1 内填丝和常规GTAW方法比较
2 “内填丝”手工钨极氩弧焊的不足
“内填丝”手工钨极氩弧焊与摇摆滚动手工钨极氩弧焊相比有如下弱点:
(1) 没有可调的脉冲电源、高频引弧装置、衰减装置和滞后的氩气保护功能,需要通过焊工的熟练操作来完成优质的焊接工作。
(2) “内填丝”手工钨极氩弧焊工艺还不能完全达到“摇摆法”工艺要求。摇摆滚动手工钨极氩弧焊时,焊枪紧靠工件,距离为零,焊工的操作稳定性增加。
(3) “内填丝”手工钨极氩弧焊工艺焊接时间比普通氩弧焊大约慢5%-10%。
尽管“内填丝”手工钨极氩弧焊工艺与摇摆滚动手工钨极氩弧焊相比还存在一定缺陷,但就电建行业的安装特点而言不失为一种较好的操作工艺。在不锈钢和P91等高合金钢焊接过程中,采用“内填丝”手工钨极氩弧焊工艺,
彻底克服了高合金钢焊接过程中因铁水粘度大及操作不稳定造成的根部未熔合及未焊透的情况,同时也满足了P91钢对焊接线能量的控制,对保证P91等高合金钢的焊接质量起到了良好的作用。
本书从氩弧焊的基础讲起,由浅入深系统地简述了氩弧焊的原理、特点和适用范围以及氩弧焊所用设备和氩弧焊的工艺理论和实操技能,分析了氩弧焊中常见故障与排除方法。全书共分五章,内容包括氩弧焊安全文明与生产、氩弧焊焊接材料、氩弧焊焊接设备与调试、手工钨极氩弧焊的基本操作技术、氩弧焊焊接质量与控制。
本书采用文字、图、表相结合的方式,以满足不同层次读者的学习要求。