栓焊结构文献

 筑钢结构栓钉焊焊接工艺评定报告
筑钢结构栓钉焊焊接工艺评定报告
筑钢结构栓钉焊焊接工艺评定报告
建筑钢结构焊接(栓钉焊)工艺评定报告 编 号: JGJ PQR- 编 制: 焊接责任 技术人员: 批 准: 单 位:山东莱芜煤矿机械有限公司 日 期:2016 年 10 月 20 日 焊接工艺评定报告目录 序号 报告名称 报告编号 页数 1 焊接工艺评定报告封面 1 2 焊接工艺评定报告目录 1 3 焊接工艺评定报告 1 4 焊接工艺评定指导书 1 5 焊接工艺评定记录表 1 6 焊接工艺评定检验结果 1 附录 1 栓钉材料质量证明书 1 2 焊丝材质证明书 1 3 理化检验报告 1 4 外观检验报告 1 栓钉焊焊接工艺评定报告 共 1 页 第 1 页 工程 (产品 )名称 评定报告编号 JGJ PQR- 委托单位 工艺指导书编号 JGJ WPS- 项目负责人 依据标准 《建筑钢结构焊接技术规 程》 (JGJ81) 试件焊接单位 山东莱芜煤
 钢结构栓钉焊接施工工艺
钢结构栓钉焊接施工工艺
钢结构栓钉焊接施工工艺
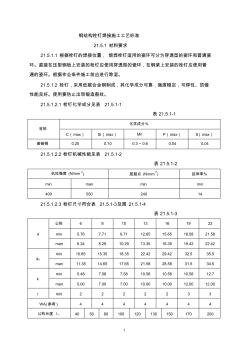
1 钢结构栓钉焊接施工工艺标准 21.5.1 材料要求 21.5.1.1 根据栓钉的焊接位置, 熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2 栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1 栓钉化学成分见表 21.5.1-1 表 21.5.1-1 材料 化学成分% C(max) Si(max) Mn P(max) S(max) 普碳钢 0.20 0.10 0.3~0.6 0.04 0.04 21.5.1.2.2 栓钉机械性能见表 21.5.1-2 表 21.5.1-2 抗拉强度 (N/mm 2) 屈服点 (N/mm 2) 延伸率% min man min min 400