三级铸钢锚链补焊技术要求文献

 三级锚链铸钢件断裂原因分析
三级锚链铸钢件断裂原因分析
三级锚链铸钢件断裂原因分析
三级锚链铸钢件断裂原因分析
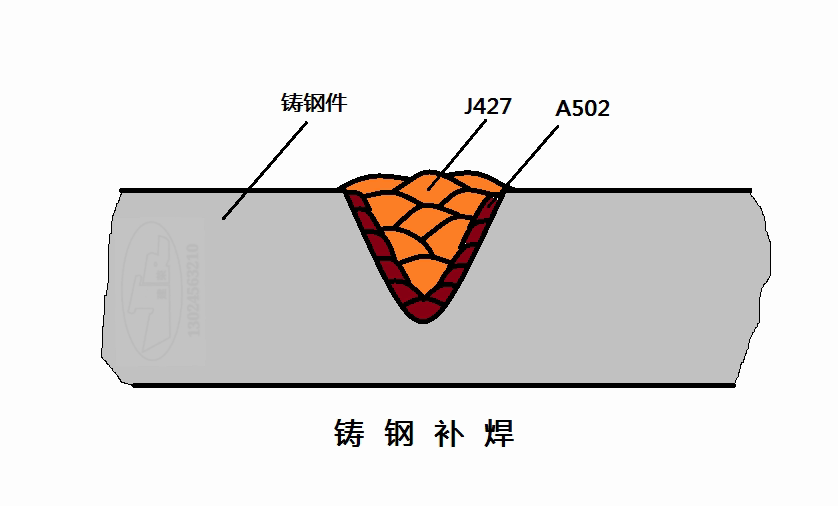
船用三级锚链钢的可焊性
船用三级锚链钢的可焊性
船用三级锚链钢的可焊性