数控加工中心M指令文献

 PVC板数控加工中心
PVC板数控加工中心
PVC板数控加工中心
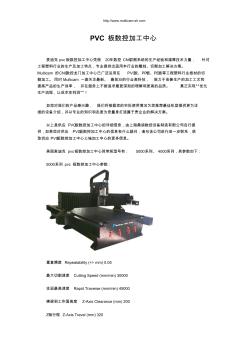
http://www.multicam-sh.com PVC 板数控加工中心 麦迪克 pvc板数控加工中心凭借 20年数控 CNC切割系统的生产经验和雄厚技术力量, 针对 工程塑料行业的生产及加工特点,专业提供出适用本行业的雕刻、切割加工解决方案。 Multicam 的CNC数控龙门加工中心已广泛运用在 PVC板、PP板、PE板等工程塑料行业板材的切 割加工。 同时 Multicam 一直关注最新、 最前沿的行业高科技, 致力于改善生产的加工工艺和 提高产品的生产效率, 并在服务上不断追求着更深刻的理解和更高的品质。 真正实现“优化 生产流程,让成本变利润”! 如您对我们的产品感兴趣, 我们将根据您的实际使用情况为您推荐最佳机型提供更为详 细的设备介绍,并以专业的知识和态度为您量身打造属于贵企业的解决方案。 以上是供应 PVC板数控加工中心的详细信息,由上海鼎迪数控设备制造有限公司自行提
 数控加工中心刀具换刀系统的设计
数控加工中心刀具换刀系统的设计
数控加工中心刀具换刀系统的设计
郑州电力职业技术学院 课程设计说明书 题 目 机电一体化技术与系统课程设计 --数 控加 工中心刀 具换刀 系 统的设 计 系 别 机 电 工 程 专 业 机 电 一 体 化 班 级 机 电 四 班 姓 名 设 计 时 间 2 0 1 2 / 4 / 1 7 指 导 教 师 刘 光 定 二 O一 二年 四 月 十 七 日 郑 州 电 力 职 业 技 术 学 院 课 程 设 计 说 明 书 - 1 - 课程设计任务书 一 . 设计任务 本课程取自数控加工中心刀具库的自动控制实验。因原有的刀具库控制方 式过于陈旧、功能过于单一且智能度不高。效率较低并且指示灯不合理,对 刀成功后没有正确与否的提示。针对原有功能的不足提出自己的改进方法。 对位成功的进行指示灯闪烁提示,调取不是当前工位的道时,系统能根据调 取刀具的大小自动选择最佳刀盘转动发向,以提高取刀效率。 改进的基本特征: 1. 档