数控铣床的选用原则文献

 数控铣床简介
数控铣床简介
数控铣床简介
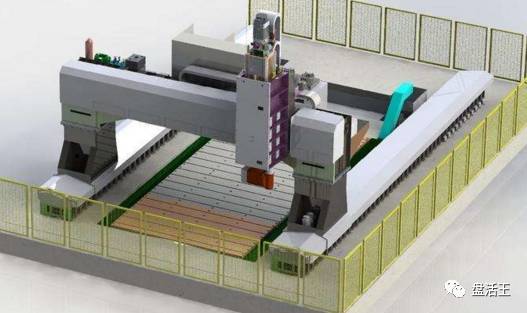
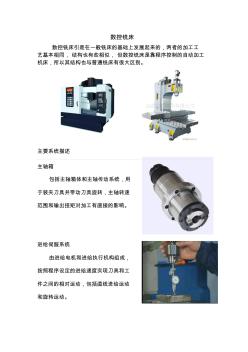
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同, 结构也有些相似, 但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工
 数控铣床实训总结
数控铣床实训总结
数控铣床实训总结
数控铣床实训报告 2011 ~ 2012 学年 第 一 学期 院 (部) 工 程 技 术 学 院 教 研 室 机 械 教 研 室 课程名称 《数控加工编程及操作》 班 级 09 机电(普招) 姓 名 李 成 学 号 200925040152 完成日期 2011/11/12 实 训 任 务 书 一、目的与要求 通过实训,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床, 熟练数控机床的日常维护及常见的故障的判断和处理, 进一步掌握数控程序的编 程的方法,以便能够系统、 完整的掌握数控技术, 更快更好的适应机械专业的发 展和需要。 1、了解数控铣床的基本结构和加工特点 2、熟悉操作面板及功能键的使用 3、通过零件的加工实践,熟练掌握数控铣床的操作方法 4、掌握洗削过程中,数控加工工艺过程处理 5、能够独立用手工编程并对零件进行加工 二、任务说明 按图纸