数控铣床和加工中心结构与维修
《数控铣床和加工中心结构与维修》是2016年8月出版的图书,作者是韩鸿鸾、郑建强、袁雪芬。
-

选择特殊符号
选择搜索类型
请输入搜索
《数控铣床和加工中心结构与维修》是2016年8月出版的图书,作者是韩鸿鸾、郑建强、袁雪芬。
本书内容包括数控铣床/加工中心维修基础、数控系统的故障诊断与维修、数控机床强电与PMC的故障诊断与维修、主传动系统的结构与维修、进给传动系统的结构与维修、自动换刀装置的结构与维修、数控机床辅助装置的结构与维修等。为了方便读者使用,扫描本书中的二维码可观看视频,加深对知识的理解。 为了方便读者使用,扫描本书中的二维码可观看视频,加深对知识的理解。
本书适合数控机床的操作与编程初学者使用,也是高等职业学校、高等专科学校、成人教育高校及本科院校的二级职业技术学院、技术(技师)学院、高级技工学校、继续教育学院和民办高校的机电专业、数控专业的理想教材。
第1章数控铣床/加工中心维修基础001
1.1数控机床的分类002
1.1.1按工艺用途分类002
1.1.2按可控制联动的坐标轴分类005
1.1.3按控制方式分类009
1.1.4按加工路线分类011
1.2数控机床的组成与工作原理012
1.2.1数控机床的组成012
1.2.2数控铣床与加工中心的布局017
1.2.3数控机床的工作原理019
1.3数控铣床/加工中心的维护保养020
1.3.1保养的内容和要求020
1.3.2加工中心保养的操作022
1.4数控机床的维修管理027
1.4.1数控机床故障诊断技术027
1.4.2数控机床的故障维修028
1.4.3数控机床维修常用工具030
1.4.4数控机床机械部件的拆卸035
1.4.5数控机床电气部件的更换036
第2章数控系统的故障诊断与维修043
2.1数控系统硬件的连接044
2.1.1FANUC 0i系统的连接046
2.1.2电源的连接047
2.1.3FANUC I/O Link的连接052
2.1.4急停的连接052
2.1.5FANUC 0i系统远程缓冲器接口054
2.1.6I/O单元的连接056
2.1.7典型故障--电源不能接通的维修061
2.2FANUC数控系统参数的设置与备份064
2.2.1参数的分类064
2.2.2参数画面的显示和调出065
2.2.3参数的设定067
2.2.4输入/输出参数069
2.2.5应用CF卡进行参数备份与恢复的基本操作071
2.2.6把S RAM的内容存到存储卡(或恢复S RAM的内容)073
2.2.7使用M CARD 分别备份系统数据073
2.2.8PMC 梯形图及PMC 参数输入/输出077
2.2.9从M CARD 输入参数080
2.2.10螺距误差补偿量的备份与还原080
2.2.11故障诊断维修实例081
第3章数控机床强电与PMC的故障诊断与维修097
3.1数控机床强电的维修098
3.1.1数控机床常用的电气元件098
3.1.2电气元件故障100
3.1.3数控机床电气原理图的分析方法与步骤101
3.1.4数控铣床电气线路的分析103
3.1.5数控机床电气接线注意事项105
3.1.6维修实例110
3.2编辑数控机床PLC的程序113
3.2.1数控机床用PLC113
3.2.2PMC程序的执行过程119
3.2.3PMC接口地址的分配119
3.2.4PMC内部编辑器的操作125
3.2.5应用FATP LADDER Ⅲ进行编程128
3.3利用PMC对数控机床的故障进行诊断与维修131
3.3.1静态诊断131
3.3.2动态地进行诊断133
3.3.3PMC诊断画面控制参数140
3.3.4典型故障的维修143
第4章主传动系统的结构与维修147
4.1主传动系统机械结构的组成与维修148
4.1.1主轴变速方式148
4.1.2传动带150
4.1.3主轴的支承151
4.1.4数控机床的主轴部件154
4.1.5主传动链的检修161
4.2变频主轴的结构与维修164
4.2.1变频主轴的连接164
4.2.2变频主轴的故障诊断与维修166
4.3伺服主轴的故障诊断与维修167
4.3.1主轴驱动的连接167
4.3.2主轴信息画面175
4.3.3主轴设定调整176
4.3.4主轴监控178
4.3.5主轴常见故障的排除180
4.4主轴准停装置的故障诊断与维修183
4.4.1机械准停184
4.4.2电气准停控制184
4.4.3主轴准停的连接187
4.4.4主轴准停装置故障诊断与维修189
第5章进给传动系统的结构与维修191
5.1进给系统的机械组成192
5.1.1进给传动的组成192
5.1.2数控机床用联轴器195
5.1.3消除间隙的齿轮传动结构196
5.1.4进给传动装置199
5.1.5数控机床用导轨206
5.1.6数控机床常用检测元件210
5.2进给驱动系统的维修214
5.2.1伺服驱动的作用与分类214
5.2.2FANUC系统伺服驱动器及其连接216
5.2.3数字伺服参数的初始设定220
5.2.4FSSB 数据的显示和设定画面223
5.2.5伺服调整画面227
5.2.6αi伺服信息画面228
5.2.7FANUC进给伺服系统的故障与排除229
5.3数控机床有关参考点的调整230
5.3.1增量方式回参考点230
5.3.2绝对方式回参考点(又称无挡块回零)235
5.3.3距离编码回零236
5.3.4回参考点常见故障及排除240
第6章自动换刀装置的结构与维修243
6.1无机械手刀具交换244
6.1.1无机械手换刀具交换过程244
6.1.2斗笠式刀库的结构245
6.1.3斗笠式刀库的电气控制247
6.2刀库机械手刀具交换251
6.2.1刀库与机械手的种类251
6.2.2采用机械手的刀具交换过程252
6.2.3单臂双爪回转式机械手与刀库换刀254
6.2.4其他常见机械手的结构260
6.3刀库换刀装置常见故障诊断与维修262
6.3.1刀库与机械手常见故障及排除方法262
6.3.2故障维修实例263
第7章数控机床辅助装置的结构与维修269
7.1数控铣床/加工中心辅助装置的维修270
7.1.1数控工作台270
7.1.2数控分度头286
7.1.3万能铣头287
7.2数控机床液压与气动装置的维修289
7.2.1数控机床液压系统的维修289
7.2.2数控机床的气动装置装调与维修291
7.3数控机床的润滑与冷却系统的维修293
7.3.1机床的冷却系统293
7.3.2数控机床的润滑系统295
7.3.3故障维修296
7.4数控机床的排屑与防护系统的维修297
7.4.1排屑装置297
7.4.2防护装置299
7.4.3故障诊断与维修302
参考文献304
作者:韩鸿鸾、郑建强、袁雪芬 主编
丛书名:码上学习
出版日期:2016年8月 书号:978-7-122-26820-4
开本:16K 787×1092 1/16 装帧:平
版次:1版1次 页数:304页
根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺,选择加工参数。通过手工编程或利用CAM 软件自动编程,将编好的加工程序输入到控制器。控制器对加工程序处理后,向伺服装置传送指令。伺服装置向伺...
铣床的数控x-y工作台设计295 设计目的 数控机床课程设计是机电一体化专业教学中的一个重要的实践环节,学生学完技术基础课和专业课,特别是“数控技术及应用”课程后应用的,它是培养学生理论联系实际...
(1)盘铣刀 一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。 (2)端铣刀 端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件。端铣刀除用其端刃铣削外,也常用...

 数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总结
 数控铣床简介
数控铣床简介
数控铣床简介
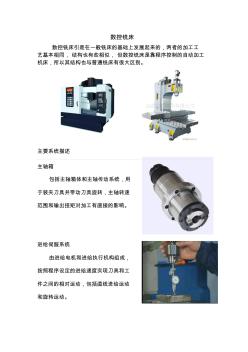
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同, 结构也有些相似, 但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工
《数控铣床/加工中心编程与加工》采用循序渐进的方法,通过项目教学,首先介绍了数控铣床的基本概念,再通过手工编程、变量编程(宏程序)、自动编程等加工实训项目,对数控编程与加工的方法进行讲解,按范例进行项目式实战培训,以使读者与工程实际同步,尽快掌握铣床/加工中心的编程与加工方法。书后附有大量的技能鉴定考级试题样例。
《数控铣床/加工中心编程与加工》适合中职以上机械设计与制造专业及相关专业的教师和学生使用,也可作为从事数控加工和CAM工作的企业初、中、高级工程技术人员的参考资料。
第一章 数控铣床(加工中心)概述 1
一、数控铣床(加工中心)的结构 2
二、数控铣床(加工中心)的组成 2
三、数控铣床(加工中心)的特点 4
四、数控铣床(加工中心)的刀具 5
第二章 数控编程基础知识 10
第一节 数控编程的内容和方法 10
一、数控编程的内容 10
二、数控编程的方法 11
第二节 程序的结构与格式 11
一、程序的结构 11
二、程序字 12
三、指令类型(代码类型) 13
第三节 数控机床的三大机能(F、S、M) 14
一、进给机能(F) 14
二、主轴机能(S) 15
三、辅助机能(M) 15
第四节 数控铣床(加工中心)的坐标系 16
一、坐标系的确定原则 16
二、坐标轴的确定方法 16
三、数控铣床的坐标系 16
第五节 工件坐标系和工作平面的设定 17
一、工件坐标系的设定(零点偏置) 17
二、工作平面的设定 19
第六节 程序编制中的工艺分析 19
一、数控加工工艺的主要内容 19
二、工序划分原则 20
三、零件装夹 20
四、加工路线的确定 20
五、选择刀具和切削用量 21
六、工艺文件编制 22
第三章 FANUC铣床、加工中心程序编制 24
第一节 辅助功能M代码和准备功能G代码 24
第二节 快速定位G00 26
第三节 直线 G01 26
第四节 圆弧G02、G03 29
第五节 刀具补偿 36
第六节 程序暂停 G04 43
第七节 增量(相对)坐标系 46
第八节 主程序、子程序 49
第九节 极坐标编程(G15、G16) 52
第十节 镜像加工指令(G24、G25) 56
第十一节 图形旋转指令(G68、G69) 60
第十二节 比例缩放指令(G50、G51) 64
第十三节 孔加工固定循环简述 67
第十四节 孔加工固定循环编程 70
第四章 SIEMENS 802S程序编制 91
第一节 SIEMENS 802S系统概述 91
第二节 快速定位G0 93
第三节 直线G1 94
第四节 圆弧插补G2、G3 96
第五节 倒角CHF和圆角RND 109
第六节 暂停指令 G4 111
第七节 主轴运动指令 113
第八节 螺纹加工指令 116
第九节 刀具与刀具补偿 120
第十节 刀具半径补偿指令 123
第十一节 子程序 134
第十二节 固定循环 140
第十三节 LCYC82钻孔、沉孔加工循环 142
第十四节 LCYC83深孔钻削循环 143
第十五节 LCYC840带补偿夹头内螺纹切削(攻丝)循环 146
第十六节 LCYC84不带补偿夹头内螺纹切削(攻丝)循环 147
第十七节 LCYC85精镗孔、铰孔循环 150
第十八节 LCYC60线性分布孔加工循环 151
第十九节 LCYC61圆周分布孔加工循环 153
第二十节 LCYC75铣槽加工循环 155
第五章 SIEMENS 802D程序编制 159
第一节 SIEMENS 802D系统概述 159
第二节 钻孔循环 160
一、概述 160
二、钻孔,中心孔——CYCLE81 161
三、中心钻孔——CYCLE82 163
四、深孔钻孔——CYCLE83 164
五、刚性攻丝(不带补偿夹具的攻丝)——CYCLE84 167
六、带补偿夹具攻丝——CYCLE840 169
七、铰孔1(镗孔1)——CYCLE85 172
八、镗孔(镗孔2)——CYCLE86 173
九、带停止镗孔(镗孔3)——CYCLE87 175
十、带停止钻孔2(镗孔4)——CYCLE88 176
十一、铰孔2(镗孔5)——CYCLE89 178
第三节 钻孔样式循环 179
一、概述 179
二、排孔——HOLES1 180
三、圆周孔——HOLES2 182
第四节 铣削循环 184
一、概述 184
二、螺纹铣削——CYCLE90 184
三、圆弧槽——LONGHOLE 186
四、圆弧槽——SLOT1 189
五、圆周槽——SLOT2 192
六、矩形槽——POCKET3 195
七、圆形槽——POCKET4 199
第五节 其它指令 201
一、零点偏置:TRANS, ATRANS 201
二、旋转ROT, AROT 201
三、比例系数:SCALE,ASCALE 202
四、可编程的镜像:MIRROR,AMIRROR 203
第六章 典型零件加工中心加工工艺分析及编程操作 205
一、基本零件的加工与工艺分析1 205
二、基本零件的加工与工艺分析2 208
三、基本零件的加工与工艺分析3 212
四、阶台零件的加工与工艺分析 216
五、倒角零件的加工与工艺分析 219
六、圆角零件的加工与工艺分析 225
七、模块零件的加工与工艺分析 229
八、压板零件的加工与工艺分析 235
九、箱体零件的加工与工艺分析 242
十、折板零件的加工与工艺分析 252
第七章 数控系统操作 264
第一节 FANUC 0i 系列标准数控系统 264
一、操作界面简介 264
二、FANUC 0i 标准系统的操作 267
第二节 SIEMENS 802SE系列标准数控系统 271
一、操作界面简介 271
二、SIEMENS 802SE 标准系统的操作 274
第三节 SIEMENS 802D系列标准数控系统 277
一、操作界面简介 277
二、SIEMENS 802D 标准系统的操作 280
参考文献 283
《数控铣床\加工中心加工工艺与编程》为国家级职业教育规划教材。根据高等职业技术院校教学计划和教学大纲,由劳动和社会保障部教材办公室组织编写。主要内容包括:数控机床编程与操作基础、零件轮廓的铣削加工、固定循环编程与孔加工、坐标变换编程、宏程序编程与自动编程,还增加了数控铣工及加工中心操作工中、高级综合训练题。 《数控铣床\加工中心加工工艺与编程》为高等职业技术院校数控技术专业和模具设计与制造专业教材,也可作为成人高校、本科院校举办的二级职业技术学院和民办高校的数控技术专业和模具设计与制造专业教材,或作为自学用书。