作者:梅庆林
单位:中国一重集团绍兴重型机床有限公司
来源:《金属加工(冷加工)》杂志
因大直径深孔钻镗床在机械加工过程中占有重要的地位,所以对大直径深孔钻镗床的研究越来越重视,本文针对大直径深孔钻镗床的授油器及内(外)排屑装置技术进行研究。

深孔钻镗床冷却、润滑及内(外)排屑原理
(1)内排屑:一般在钻孔或套料时都采用内排屑,内排屑时,高压的切削液通过装在导向架里的授油器压入被加工工件孔内的切削区域,高压的切削液带动切屑通过钻杆内孔和钻杆箱主轴孔,流到装在钻杆箱主轴后端的内排屑收集罩和切屑收集车至汇集池,进入磁力分离器清除切屑,再经不定期沉淀箱多次过滤沉淀, 流入油泵油箱, 再由螺杆泵吸入至送油器,不断循环使用。如图1、图2所示。
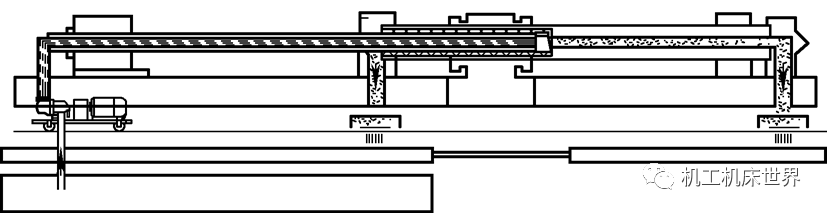
图1 钻孔时冷却示意图(内排屑)
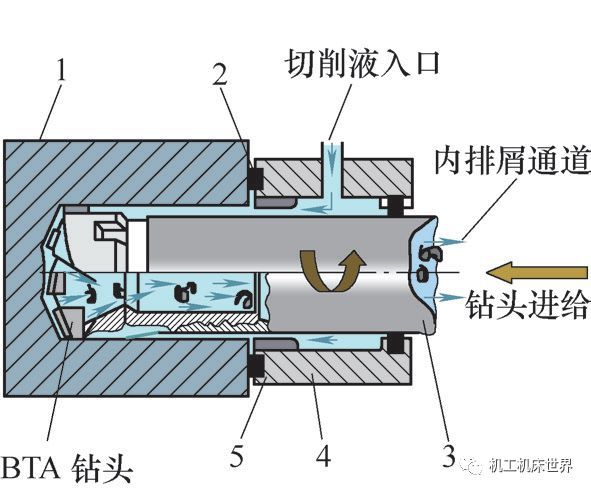
图2 钻削时(内排屑)冷却、润滑图
1.工件 2.密封圈 3.钻杆 4.授油器 5.导套
(2)外排屑:一般在镗孔或扩孔时都采用外排屑(此时不使用授油器)。外排屑时,将钻杆主轴后端的内排屑收集罩卸下,将床身后侧压力油管的截止阀用高压软管与钻杆主轴后端部的法兰盘连接起来。切削液通过钻杆主轴和钻杆的内孔到工件的切削区域。这时切削液带着切屑流到工件两端的切屑收集罩里,过滤后,流到汇集池里,再经过沉淀箱回到泵站油箱。如图3所示。冷却装置原理如图4所示。
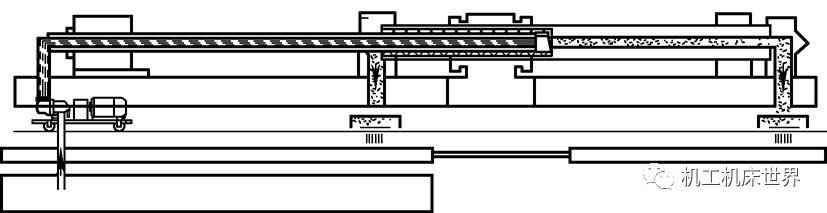
图3 镗孔时冷却示意图(外排屑)
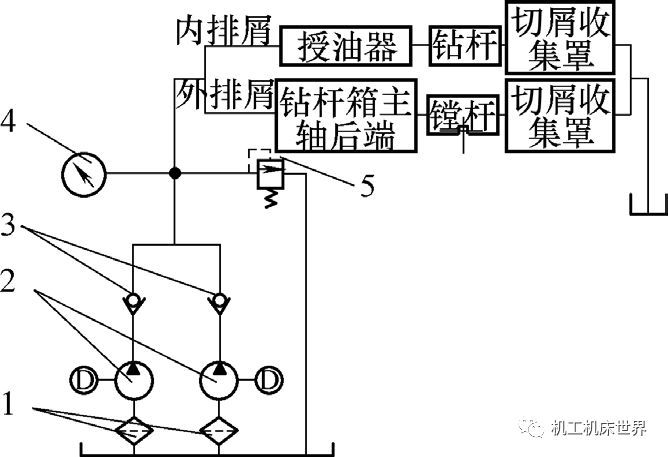
图4 冷却装置原理图
1.网式滤油器 2.螺杆泵 3.截止阀 4.压力表 5.溢流阀
这里要强调的是接入的机械油要有足够的正压,足以推动在连续钻(镗)削过程中产生的切屑,将其通过较长的钻(镗)杆内孔路径排到积屑箱。如果不能建立起足够的正压,将无法排出切屑,导致堵屑,无法进行正常的深孔钻(镗)削。

不旋转式授油器
授油器是深孔钻削系统中不可缺少的一部分。其主要功能是正确引导钻头并向切削区提供高速切削液,传递轴向力、夹紧力等。同时还起到支承钻杆的作用。授油器一般分为不旋转式授油器(见图5)和旋转式授油器两种,分别用于工件不旋转和旋转两种方式。而本设备是针对工件固定、加工方式为刀具旋转进给的钻削系统设计的,故采用不旋转式授油器。其工作原理是:授油器装在导向中心架上,它是一个圆柱形部件,用于内排屑钻孔时输送压力切削液的。它前端的导向套可根据钻头直径调换规格,它后端的钻杆支持套,可根据钻杆的直径来变换规格。钻孔时,旋转手轮使伸缩轴即心轴靠向工件表面,将前密封圈紧贴工件表面,从而把授油器的伸缩轴端部与工件端面密封。切削液由进液管通过伸缩轴进入,经由钻头体与导向套形成的环形缝隙进入切削区,冷却并润滑钻头。后密封圈是为了防止切削液由钻杆外部露出而设置的,钻头进入工件时由导向套引导其稳定钻削,当导向套磨损后需及时更换。
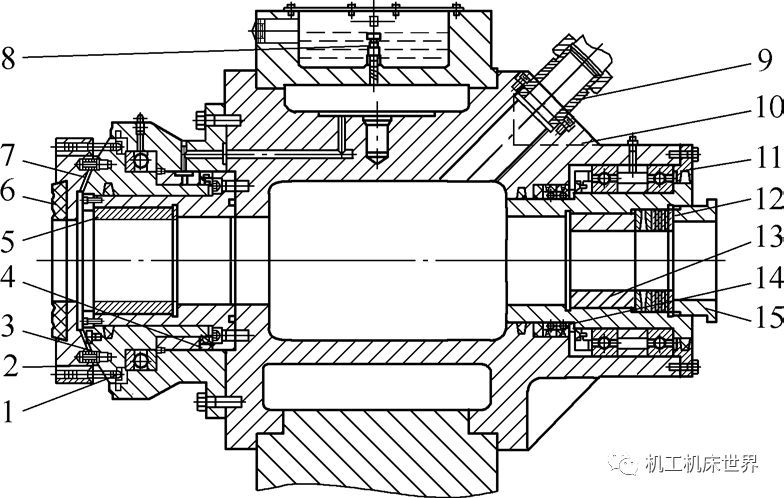
图5 不旋转式授油器装配图
1.弹簧 2.防转销 3.推力球轴承 4、14.旋转密封圈
5、13.刀具定心套 6、7.密封圈 8.流量调整阀
9.进油接头 10.授油器本体
11.深沟球轴承 12.碟簧 15.螺母

内(外)排屑系统装置计算
内(外)排屑系统装置计算原理相同,故此处仅介绍内排屑系统的参数计算。取切削区排屑通道入口至喷口之间的单元流体为研究对象,如图6所示。
图 6
常压效应下,能量方程为:
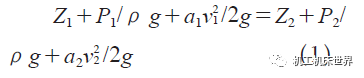
式中Z1、Z2为Ⅰ、Ⅱ截面处的比位能;P1、P2为Ⅰ、Ⅱ截面处的平均压力;v1、v2为Ⅰ、Ⅱ截面处的平均流速;a1、a2为Ⅰ、Ⅱ截面处的动能修正系数;ρ 为切削润滑液的密度;h为沿程能量损失的距离。
对于所研究对象Z 1= Z 2 ,v 1=v 2=v,又因是紊流流动,取a1=a2=1。则由公式(1)可得:
通过以上公式可计算出授油器入口的压力值,由该压力值乘相应的效率损失系数得出液压泵出口的压力值,以此值来选取液压泵的型号。
切削区排屑通道的压差产生的抽吸力直接作用在排屑通道中的切屑上,实现压差排屑,压力区压差越大,则排屑效果越好,系统排屑能力也越高。
冷却系统安装在地基上的冷却箱,用来储存、过滤切削液。冷却车上装有两个螺杆泵,在使用过程中,可分别开动一个或两个泵,以便合理使用切削液。
为保证正常的切削,切削液工作压力为2.5MPa,通过授油器(内排屑)或镗杆后端(外排屑)压入工件孔内,然后切削液与切屑一起流入集屑车后净化,再流回切削液箱内,最后经过过滤网回到油池,以此循环使用。

结语
通过该技术应用,使重型深孔钻镗床动态特性好、抗振性强以及运动精度高,大大提高了工件的加工精度和加工效率,加工工件产品质量稳定,延长使用刀具寿命,是一种较为理想的绿色钻(镗)削工艺系统。

 深孔钻镗床钻杆支承套改进
深孔钻镗床钻杆支承套改进