前言
第1章 概述
1.1 三菱PLC发展历程及产品简介
1.1.1 三菱PLC发展历程及特点
1.1.2 三菱PLC产品简介
1.2 三菱PLC基本逻辑指令应用及基本控制电路
1.2.1 三菱FX系列PLC基本逻辑指令及应用示例
1.2.2 FXN2系列PLC控制基本电路
第2章 PLC控制系统设计要点
2.1 PLC控制系统设计条件及硬件设计要点
2.1.1 PLC控制系统设计条件
2.1.2 PLC控制系统设计的主要内容及步骤
2.1.3 PLC控制系统的硬件设计要点
2.2 PLC编程软件选择及设计规则
2.2.1 PLC编程软件的选择
2.2.2 PLC梯形图设计规则和方法
2.3 PLC安装环境及安装技术要求
2.3.1 PLC安装环境
2.3.2 PLC安装技术要求
2.4 PLC供电及布线的电磁兼容设计要点
2.4.1 PLC供电的电磁兼容设计要点
2.4.2 PLC控制系统布线的电磁兼容设计要点
2.4.3 三菱FX系列PLC的接线要点
第3章 三菱PLC工程应用实例
[实例1] PLC控制电动机单向点动电路
[实例2] PLC控制电动机一个按钮启停电路
[实例3] PLC控制电动机点动和连续运行电路(一)
[实例4] PLC控制电动机点动和连续运行电路(二)
[实例5] PLC控制电动机点动和连续运行电路(三)
[实例6] PLC控制电动机正转连续运行电路
[实例7] PLC控制电动机正、反转连续运行电路(一)
[实例8] PLC控制电动机正、反转连续运行电路(二)
[实例9] PLC控制电动机正、反转连续运行复合联锁电路
[实例10] PLC控制电动机正、反转连续运行接触器联锁电路
[实例11] PLC控制两台或更多台电动机按一定顺序运行电路
[实例12] PLC控制三层传送带顺序启停电路
[实例13] PLC控制工作台自动往返运行电路(一)
[实例14] PLC控制工作台自动往返运行电路(二)
[实例15] PLC控制三台电动机间歇运行电路
[实例16] PLC控制三台电动机顺序启动电路
[实例17] PLC控制电动机Y-△启动电路(一)
[实例18] PLC控制电动机Y-△启动电路(二)
[实例19] PLC控制电动机Y-△启动电路(三)
[实例20] PLC控制电动机Y-△启动电路(四)
[实例21] PLC控制电动机Y-△启动能耗制动电路
[实例22] PLC控制直流电动机降压启动能耗制动电路
第4章 PLC故障诊断及处理方法
4.1 PLC硬件故障分类与维修流程
4.1.1 PLC硬件故障分类
4.1.2 PLC故障维修人员的素质条件及检修程序
4.1.3 PLC故障诊断技术与维修原则
4.2 PLC故障类型和故障诊断技术
4.2.1 PLC故障类型及故障信息
4.2.2 PLC故障的自动检测及自检程序
4.2.3 PLC故障动态检测及首发故障信号
4.3 PLC控制系统故障诊断及处理
4.3.1 PLC故障特点及诊断方法
4.3.2 PLC电源及运行故障检查及诊断方法
4.3.3 PLC输入输出故障检查及诊断方法
4.3.4 PLC通信故障检查及诊断方法
4.3.5 PLC外部故障检查及诊断方法
4.4 PLC软件抗干扰解决方案
4.4.1 PLC软件结构特点及抗干扰技术
4.4.2 PLC软件抗干扰措施
4.4.3 监视跟踪定时器与复位识别及自恢复程序
第5章 三菱PLC维护及故障处理实例
5.1 三菱PLC日常维护及定期检查
5.1.1 三菱PLC日常维护
5.1.2 三菱PLC定期检查及定修
5.2 三菱PLC故障检修方法及故障信息
5.2.1 三菱PLC故障检修方法
5.2.2 三菱FX系列PLC故障信息及对策
5.2.3 三菱Q系列PLC故障识别及纠错措施
5.2.4 三菱Q系列PLC故障信息及对策
5.3 三菱PLC故障处理实例
[实例1]
[实例2]
[实例3]
[实例4]
[实例5]
[实例6]
[实例7]
[实例8]
[实例9]
[实例10]
[实例11]
[实例12]
[实例13]
[实例14]
[实例15]
[实例16]
[实例17]
[实例18]
[实例19]
[实例20]
[实例21]
[实例22]
[实例23]
[实例24]
[实例25]
[实例26]
[实例27]
[实例28]
[实例29]
[实例30]
[实例31]
[实例32]
[实例33]
[实例34]
[实例35]
[实例36]
[实例37]
[实例38]
[实例39]
[实例40]
[实例41]
[实例42]
参考文献2100433B

 三菱PLC多机串口通讯的应用
三菱PLC多机串口通讯的应用
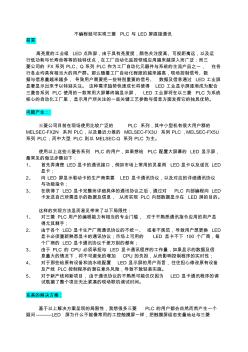 不编程可实现三菱PLC与LED屏通讯显示
不编程可实现三菱PLC与LED屏通讯显示