塑料性能文献

 塑料性能解析
塑料性能解析
塑料性能解析
页眉内容 塑料性能解析 橡塑包括 PE、PP、PVC、ABS、PC、PA、POM、PBT 、PET、TPE、TPO、TPR、 TPU 等材料;这些材料,一般都需要进行常规或特定的测试:如老化测试,其中包括:人 工气候老化试验(氙弧灯、碳弧灯、紫外灯)、自然气候暴晒试验、盐雾试验、湿热试验、 高低温试验、臭氧试验、热氧老化试验等; 力学性能、电学性能方面的测试,包括:拉伸、撕裂、弯曲、压缩、冲击、热变形温 度、维卡软化温度、熔融指数、氧指数、表面电阻、体积电阻、击穿电压、光泽、透光率、 雾度、燃烧性能等。 但真正系统完整的资料,能找到的估计并不多,所以就有了这篇文章的目的。这篇文 章对于销售而言,可以快速了解塑料的基本性质;对于做品质的朋友,能加深对于自己工 作的一认识;对于研发的朋友,也有一些参考性的建议。 机械力学性能 1.密度与比重 塑料的比重是在一定的温度下 ,秤量试样的重量与同体积
 常见塑料性能
常见塑料性能
常见塑料性能
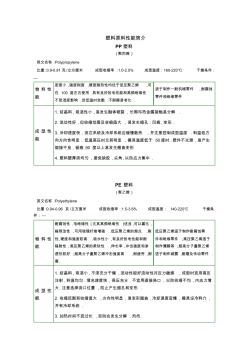
塑料原料性能简介 PP塑料 (聚丙烯 ) 英文名称 :Polypropylene 比重 :0.9-0.91 克 /立方厘米 成型收缩率 :1.0-2.5% 成型温度:160-220℃ 干燥条件: --- 物 料 性 能 密度小 ,强度刚度 ,硬度耐热性均优于低压聚乙烯 ,可 在 100 度左右使用 .具有良好的电性能和高频绝缘性 不受湿度影响 ,但低温时变脆 ,不耐模易老化 . 适于制作一般机械零件 ,耐腐蚀 零件和绝缘零件 成 型 性 能 1. 结晶料 , 吸湿性小 ,易发生融体破裂 ,长期与热金属接触易分解 . 2. 流动性好 ,但收缩范围及收缩值大 , 易发生缩孔 .凹痕 ,变形 . 3. 冷却速度快 ,浇注系统及冷却系统应缓慢散热 , 并注意控制成型温度 .料温低方 向方向性明显 .低温高压时尤其明显 , 模具温度低于 50度时 ,塑件不光滑 ,易产生 熔接不良 ,