石油天然气金属管道焊接工艺评定文献

 管道焊接工艺评定报告
管道焊接工艺评定报告
管道焊接工艺评定报告
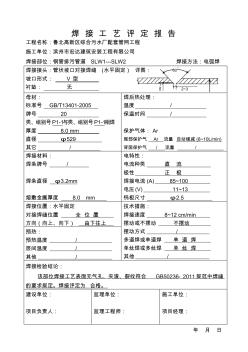
焊 接 工 艺 评 定 报 告 工程名称:鲁北高新区综合污水厂配套管网工程 施工单位:滨州市宏达建筑安装工程有限公司 焊接部位:钢管排污管道 SLW1---SLW2 焊接方法:电弧焊 焊接接头:管状坡口对接焊缝 (水平固定 ) 详图: 坡口形式: V 型 衬垫: 无 母材: 标准号 GB/T13401-2005 牌号 20 类、组别号P1-1与类、组别号P1-1相焊 厚度 8.0 mm 直径 φ529 其它 / 焊后热处理: 温度 / 保温时间 / 保护气体: Ar 尾部保护气 Ar 流量 自动缓减 (8~10L/min) 背面保护气 / 流量 / 焊接材料: 焊条牌号 / 焊条直径 φ3.2mm 熔敷金属厚度 8.0 mm 电特性: 电流种类 直 流 极性 正 极 焊接电流 (A) 85~100 电压 (V) 11~13 钨极尺寸 φ2.5
 金属管道焊接方案
金属管道焊接方案
金属管道焊接方案
金属管道焊接施工方案(范本) 目录 编 制 说 明 1.目的和适用范围: 为方便各二级施工单位编制金属管道焊接施工方案, 特编制本方案 (范本 )供参考。它适用于石油、 化工、 电力等工程建设中低 C钢、普低钢、铬钼耐热钢、低温钢、奥氏体不锈钢、异种钢、铝及铝合金、镍及镍 合金、钛及钛合金管道的手工电弧焊, 手工钨极氩弧焊 (TIG 焊 )等。由于宋保健高工专门编写有 X20CrMoV121 马氏体耐热钢的焊接施工方案,所以高强钢管的焊接工艺这里不再叙述。 改革开放二十年来, 我公司承建过的大型引进项目甚多, 在这些项目的施工过程中, 所有的母材及焊接 材料全是国外的。 为了方便国外材质金属管道焊接方案的编制, 特将常用的日本神钢、 瑞典 ESAB、AVESTA 、 SANDVIK 和德国“ B? HLER WELDING ”等各大公司的焊接材料与相焊的被焊材料等系列表附在后面, 使用时详
